

산업기술

산업 제조
이 단원을 마치면 다음을 수행할 수 있어야 합니다.
CNC 프로그램은 작성된 순서대로 수행할 명령을 나열합니다. 그들은 책처럼 왼쪽에서 오른쪽으로, 위에서 아래로 읽습니다. CNC 프로그램의 각 문장은 aBlock이라는 별도의 줄에 작성됩니다. 블록은 안전성, 예측 가능성 및 가독성을 높이는 특정 순서로 배열되므로 표준 프로그램 구조를 준수하는 것이 중요합니다.
블록은 다음 순서로 정렬됩니다.
위에 나열된 단계는 하나의 도구만 사용하고 하나의 작업이 수행되는 가장 단순한 유형의 CNC 프로그램을 나타냅니다. 여러 도구를 사용하는 프로그램은 각각에 대해 2-9단계를 반복합니다.
G &M 코드 섹션의 표 3 및 표 4 가능하면 외워야 하는 가장 일반적인 G 및 M 코드를 보여줍니다.
모든 언어와 마찬가지로 G 코드 언어에도 규칙이 있습니다. 예를 들어, 일부 코드는 모달입니다. 즉, 블록 간에 변경되지 않으면 반복할 필요가 없습니다. 일부 코드는 사용 방법과 위치에 따라 의미가 다릅니다.
이 규칙은 이 장에서 다루지만 언어의 모든 뉘앙스를 배우는 데 관심을 두지 마십시오. CNC 프로그램을 적절하게 포맷하고 작성하는 것은 CAD/CAM 소프트웨어 포스트 프로세서의 작업입니다.
표 1의 프로그램:아래 사각형 윤곽을 가공하고 구멍을 뚫습니다.
| 차단 | 설명 | 목적 |
| % O1234 (T1 0.25 엔드밀) G17 G20 G40 G49 G80 G90 | 프로그램 시작. 프로그램 번호(프로그램 이름). 작업자를 위한 도구 설명입니다. 기계가 안전 모드에 있는지 확인하기 위한 안전 블록입니다. | 프로그램 시작 |
| T1 M6 S9200 M3 | 로드 도구 #1. 스핀들 속도 9200RPM, CW 시. | 도구 변경 |
| G54 M8 G00 X-0.025 Y-0.275 G43 Z1.H1 Z0.1 G01 Z-0.1 F18. | Fixture Offset #1을 사용하십시오. 냉각수 켜짐. 위 부분이 빠릅니다. 안전한 평면으로 빠르게 이동하려면 Tool Length Offset #1을 사용하십시오. 급송 비행기. 18IPM에서 절단 깊이로 라인 이동. | 위치로 이동 |
| G41 Y0.1 D1 F36. Y2.025 X2.025 Y-0.025 X-0.025 G40 X-0.4 G00 Z1. | CDC 왼쪽, 선두 줄, Dia. 오프셋 #1, 36 IPM. 줄 이동. 줄 이동. 줄 이동. 줄 이동. 리드 아웃 이동으로 CDC를 끕니다. 안전한 비행기로 신속하게 이동합니다. | 기계 윤곽 |
| M5 M9 (T2 0.25 드릴) T2 M6 S3820 M3 | 스핀들 오프. 냉각수 꺼짐. 작업자를 위한 도구 설명입니다. 로드 도구 #2. 스핀들 속도 3820 RPM, CW에서. | 도구 변경 |
| M8 X1. Y1. G43 Z1.H2 Z0.25 | 냉각수 켜짐. 홀 위의 래피드 안전한 평면으로 빠르게 이동하려면 도구 길이 오프셋 2를 사용하십시오. 급송 비행기. | 위치로 이동 |
| G98 G81 Z-0.325 R0.1 F12. G80 Z1. | 드릴 홀(고정) 사이클, 깊이 Z-.325, F12. 드릴 주기를 취소합니다. 안전한 비행기로 신속하게 이동합니다. | 드릴 구멍 |
| M5 M9 G91 G28 Z0 G91 G28 X0 Y0 G90 M30 % | 스핀들 오프. 냉각수 꺼짐. Z에서 기계 홈 위치로 돌아갑니다. XY의 기계 홈 위치로 돌아갑니다. 절대 위치 모드로 재설정합니다(안전을 위해). 프로그램을 처음으로 재설정합니다. 프로그램을 종료합니다. | 프로그램 종료 |
명령 블록은 문자 주소 명령을 사용하여 공작 기계를 제어합니다. 일부는 두 번 이상 사용되며 동일한 블록에 나타나는 G 코드에 따라 의미가 바뀝니다.
코드는 취소되거나 변경될 때까지 유효함을 의미하는 모달이거나 현재 블록에서만 유효함을 의미하는 비모달입니다. 보시다시피 많은 문자 주소가 논리적인 방식으로 선택됩니다(T는 공구, S는 스핀들, F는 이송 속도 등).
아래 표에는 가장 일반적인 편지 주소 명령 코드가 나와 있습니다.
표 2:편지 주소 명령 코드
| 변수 | 설명 | 정의 |
| 답> | A축의 절대 또는 증분 위치(X축을 중심으로 한 회전축) | A,B,C – 4/5축 회전 운동
각각 X, Y 또는 Z축을 기준으로 회전합니다. 각도는 도 단위이며 소수점 이하 세 자리까지의 정밀도입니다. |
| B | B축의 절대 또는 증분 위치(Y축을 중심으로 한 회전축) | A와 동일 |
| C | C축의 절대 또는 증분 위치(Z축을 중심으로 한 회전축) | B와 동일 |
| D | 커터 보정에 사용되는 직경 또는 반경 오프셋을 정의합니다. |
공구 직경 마모 및 처짐을 보정하는 데 사용됩니다. D에는 공구 번호와 동일한 정수가 수반됩니다(T5는 D5 등을 사용함). 소수점은 사용되지 않습니다. 항상 G41 또는 G42 및 XY 이동과 함께 사용됩니다(호가 아님). 호출되면 제어 장치는 레지스터를 읽고 레지스터의 값만큼 왼쪽(G41) 또는 오른쪽(G42) 공구 경로를 오프셋합니다. |
| E | 선반에 나사 가공을 위한 정밀 이송 속도 |
|
| F | 이송 속도 정의 |
라인, 호 또는 드릴 싸이클을 가공할 때 이송 속도를 설정합니다. 이송 속도는 분당 인치(G94 모드) 또는 반한시(G93 모드)로 지정할 수 있습니다. 이송 속도는 소수점 세 자리까지 정확할 수 있으며(탭 사이클의 경우) 소수점이 필요합니다. |
| G | 준비 명령을 위한 주소 | G 명령은 원하는 모션 종류(예:빠른 위치 지정, 선형 피드, 원형 피드, 고정 주기) 또는 사용할 오프셋 값을 제어 장치에 알려주는 경우가 많습니다. G02 X2.Y2.I.50J0. |
| H | 공구 길이 오프셋을 정의합니다. C 축에 해당하는 증분 축(예:턴-밀에서) |
이 코드는 컨트롤에서 TLO(도구 길이 오프셋) 레지스터를 호출합니다. 이 컨트롤은 TLO 및 Fixture Offset Z 값을 결합하여 부품 데이텀과 관련하여 공구의 위치를 파악합니다. 항상 정수(H1, H2 등), G43 및 Z 좌표가 수반됩니다. |
| 나 | G02 또는 G03 호 명령에 대한 X 축의 호 크기를 정의합니다. 또한 일부 고정 주기 내에서 매개변수로 사용됩니다. |
호 이동(G2/G3)의 경우 호 시작점에서 호 중심까지의 증분 X-거리입니다. 특정 드릴 주기는 I를 선택적 매개변수로 사용하기도 합니다.
|
| J | G02 또는 G03 원호 명령에 대한 Y축의 원호 크기를 정의합니다. 또한 일부 고정 주기 내에서 매개변수로 사용됩니다. |
호 이동(G2/G3)의 경우 호 시작점에서 호 중심까지의 증분 Y 거리입니다. 특정 드릴 주기는 J를 선택적 매개변수로 사용하기도 합니다.
|
| K | G02 또는 G03 원호 명령에 대한 Z 축의 원호 크기를 정의합니다. L 주소와 동일한 일부 고정 주기 내에서 매개변수로도 사용됩니다. |
anarcmove(G2/G3)의 경우 이것은 호 시작점에서 호 중심까지의 증분 Z-거리입니다. G17 평면에서 이것은 나선형 이동에 대한 증분 Z 거리입니다. 특정 드릴 사이클은 J를 옵션 매개변수로 사용하기도 합니다.
|
| 패 | 고정 주기 루프 카운트; G10을 사용하여 편집할 레지스터 지정 | 고정 주기 루프 카운트:위치에서 고정 주기의 반복 수("루프")를 정의합니다. 다른 정수로 프로그래밍하지 않는 한 1로 가정합니다. 때때로 L 대신 K 주소가 사용됩니다. 증분 위치 지정(G91)을 사용하면 일련의 동일한 간격의 구멍을 개별 위치가 아닌 루프로 프로그래밍할 수 있습니다.G10용도:편집할 레지스터 지정(작업 오프셋, 도구 반경 오프셋, 도구 길이 오프셋 등) |
| 음 | 기타 기능 |
의미를 결정하는 정수가 항상 수반됩니다. 각 코드 블록에는 하나의 M 코드만 허용됩니다. M 코드의 확장된 정의는 이 장의 뒷부분에 나와 있습니다. |
| N | 프로그램의 줄(블록) 번호; G10을 사용하여 변경할 시스템 파라미터 번호 |
블록 번호를 사용하면 CNC 프로그램을 더 쉽게 읽을 수 있습니다. 하위 프로그램이 없는 CAD/CAM 생성 프로그램에는 거의 필요하지 않습니다. 제어 메모리를 차지하기 때문에 대부분의 3D 프로그램은 블록 번호를 사용하지 않습니다. 블록 번호는 소수점 없이 최대 5자 길이의 정수입니다. 테이프 시작/끝 문자(%) 앞에 나타날 수 없으며 일반적으로 주석 전용 블록 앞에 나타나지 않습니다. |
| 오 | 프로그램 이름 |
프로그램은 프로그램 번호로 제어 장치에 저장됩니다. 이것은 문자 O가 앞에 오고 소수점 이하 자릿수가 없는 정수입니다.
|
| P | 다양한 G 및 M 코드에 대한 매개변수 주소로 사용 |
Dwell(지연)(초)입니다. 특정 드릴 주기 내에서 사용하지 않는 한 G4와 함께 합니다.
|
| 질문 | 고정 사이클의 펙 증가 |
펙 드릴 사이클의 패스당 증분 이송 거리.
|
| R | 호 반경의 크기를 정의하거나 고정 사이클에서 후퇴 높이를 정의합니다. |
호는 호 반경 R 또는 I,J,K벡터를 사용하여 정의할 수 있습니다. IJK는 R보다 더 안정적이므로 대신 사용하는 것이 좋습니다. Ris는 드릴 사이클에서도 리턴 평면 Z 값으로 사용됩니다.
|
| S | 모드에 따라 스핀들 속도 또는 표면 속도의 속도를 정의합니다. |
분당 회전수(RPM)의 스핀들 속도. 소수가 없는 정수 값이며 항상 M03(CW의 스핀들) 또는 M04(CCW의 스핀들)와 함께 사용됩니다.
|
| T | 도구 선택 |
도구를 선택합니다. 항상 M6(공구 교환 코드)이 수반되는 정수 값입니다. |
| U | X 축에 해당하는 증분 축(일반적으로 선반 그룹 A만 제어) 또한 일부 시스템의 체류 시간을 정의합니다. | 이 컨트롤에서 X와 U는 각각 G90과 G91을 생략합니다. 이러한 선반에서 G90은 황삭을 위한 고정 사이클 주소입니다. |
| V | Y축에 해당하는 증분축 | 2000년대까지 V 주소는 U와 W를 사용하는 대부분의 선반에 Y축이 없어서 V를 사용하지 않았기 때문에 거의 사용되지 않았습니다. (Green et al 1996은 주소 테이블에 V를 나열하지도 않았습니다. ) 라이브 선반 툴링과 턴-밀 가공의 확산으로 V 주소 사용이 예전보다 줄어들었지만 여전히 자주 발생합니다(Smid2008에서 예시). |
| 여 | Z 축에 해당하는 증분 축(일반적으로 선반 그룹 A만 제어) | 이 컨트롤에서 Z와 W는 각각 G90과 G91을 생략합니다. 이러한 선반에서 G90은 황삭을 위한 고정 사이클 주소입니다. |
| X | X 축의 절대 또는 증분 위치입니다. |
X축에 대한 좌표 데이터입니다. 소수점 이하 4자리까지 허용되며 후행 0은 사용되지 않습니다. 좌표는 모달이므로 변경되지 않으면 후속 블록에서 반복할 필요가 없습니다. |
| 예 | Y축의 절대 또는 증분 위치 | Y축의 좌표 데이터입니다. G01 Y2.250 F20. |
| Z | Z 축의 절대 또는 증분 위치 | Z축에 대한 좌표 데이터입니다. |
다음은 일반적으로 사용되는 특수 문자의 목록과 그 의미, 용도 및 제한 사항입니다.
% – 프로그램 시작 또는 종료
모든 프로그램은 블록 자체에서 %로 시작하고 끝납니다. 이 코드를 테이프 되감기 문자라고 합니다(종이 테이프를 사용하여 프로그램을 로드하던 시절부터 유지).
( ) – 댓글
연산자에 대한 설명은 모두 대문자여야 하며 대괄호로 묶어야 합니다. 댓글의 최대 길이는 40자이며 모든 문자는 대문자입니다.
(T02:5/8 END MILL)
/ – 삭제 차단
컨트롤의 블록 삭제 스위치가 켜져 있으면 이 문자 뒤의 코드는 무시됩니다.
/ M00
; – 차단 종료
이 문자는 CNC 프로그램을 텍스트 편집기(캐리지 리턴)에서 읽을 때 표시되지 않지만 프로그램이 기계 제어 장치에 표시될 때 코드의 모든 블록 끝에 나타납니다.
N8 Z0.750;
G&M 코드는 CNC 프로그램의 대부분의 내용을 구성합니다. 각 코드 클래스의 정의와 가장 중요한 코드의 구체적인 의미는 다음에서 다룹니다.
G 코드
G로 시작하는 코드는 특정 유형의 동작에 대해 기계를 준비하기 때문에 준비 단어라고 합니다.
표 3:G 코드
| 코드 | 설명 |
| G00 | 빠른 동작. 밀링이 아닌 동작을 위해 기계를 배치하는 데 사용됩니다. |
| G01 | 지정된 이송 속도로 라인 모션. |
| G02 | 시계 방향 호. |
| G03 | 반시계 방향 호. |
| G04 | 드웰. |
| G28 | 기계 홈 위치로 돌아갑니다. |
| G40 | 커터 직경 보정(CDC)이 꺼져 있습니다. |
| G41 | 커터 직경 보정(CDC)이 남습니다. |
| G42 | 커터 직경 보정(CDC) 오른쪽. |
| G43 | 공구 길이 오프셋(TLO). |
| G54 | 고정 장치 오프셋 #1. |
| G55 | 고정물 오프셋 #2. |
| G56 | 고정 오프셋 #3. |
| G57 | 고정물 오프셋 #4. |
| G58 | 고정 오프셋 #5. |
| G59 | 고정물 오프셋 #6. |
| G80 | 드릴 주기를 취소합니다. |
| G81 | 간단한 드릴 주기. |
| G82 | 드웰이 있는 간단한 드릴 주기. |
| G83 | 펙 드릴 주기. |
| G84 | 순환을 탭하세요. |
| G90 | 절대 좌표 프로그래밍 모드입니다. |
| G91 | 증분 좌표 프로그래밍 모드. |
| G98 | 드릴 사이클은 초기점(R)으로 복귀합니다. |
| G99 | 참조 평면으로 드릴 사이클 복귀(마지막 Z 높이) |
M으로 시작하는 코드를 기타 단어라고 합니다. 절삭유 및 스핀들 방향과 같은 기계 보조 옵션을 제어합니다. 각 코드 블록에는 하나의 M 코드만 나타날 수 있습니다.
표 4:M-코드
| 코드 | 설명 |
| M00 | 프로그램 중지. 계속하려면 사이클 시작 버튼을 누르십시오. |
| M01 | 선택적 중지. |
| M02 | 프로그램 종료. |
| M03 | 시계 방향으로 회전합니다. |
| M04 | 시계 반대 방향으로 회전합니다. |
| M05 | 스핀들 정지. |
| M06 | 도구를 변경하십시오. |
| M08 | 냉각수가 켜져 있습니다. |
| M09 | 냉각수가 꺼져 있습니다. |
| M30 | 프로그램을 종료하고 Cycle Start를 눌러 다시 실행하십시오. |
G 코드 정의 선택(확장됨)
G00 – 빠른 이동
이 코드는 기계가 지정된 지점으로 최대한 빨리 이동하도록 명령합니다. 항상 좌표 위치와 함께 사용되며 모달입니다. G01과 달리 G00은 직선으로 이동하도록 축을 조정하지 않습니다. 오히려 각 축은 만족할 때까지 최대 속도로 이동합니다. 그 결과 아래 그림 18과 같이 움직임이 발생합니다.
G00 X0. Y0.
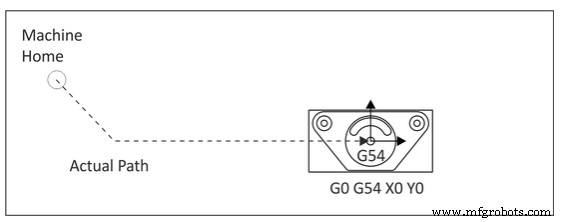 그림 1. G00 MotionCaution:일부 기계의 빠른 속도는 1을 초과할 수 있습니다. 잘못된 오프셋 또는 좌표 이동은 운전자가 비상 정지에 도달할 수 있는 것보다 더 빨리 기계를 충돌시키십시오. 프로그램을 처음 실행할 때 기계에서 급지 오버라이드를 사용합니다.선형 동작은 직선 동작입니다.
그림 1. G00 MotionCaution:일부 기계의 빠른 속도는 1을 초과할 수 있습니다. 잘못된 오프셋 또는 좌표 이동은 운전자가 비상 정지에 도달할 수 있는 것보다 더 빨리 기계를 충돌시키십시오. 프로그램을 처음 실행할 때 기계에서 급지 오버라이드를 사용합니다.선형 동작은 직선 동작입니다. G-Code는 모션에 관한 것으로, 파트 프로그램에서 가장 많이 볼 수 있는 모션은 직선 또는 선형 모션입니다. 모션은 G-Code에서 모달인 또 다른 것 중 하나입니다. G-Code로 어떤 종류의 모션을 원하는지 컨트롤러에게 말하면 컨트롤러는 다른 G-Code를 사용하여 변경하도록 지시할 때까지 항상 그런 종류의 모션을 만드는 것을 기억합니다.
빠른 위치 지정을 위한 G00; Rapid Motion은 당신의 기계가 움직이는 속도만큼 빨라집니다. 공기를 통해 절단기를 절단할 다음 위치로 이동하는 데 사용됩니다.
느린 절단 동작을 위한 G01; 절단을 위해 피드 모션을 느리게 합니다. "F" G-Code에 의해 설정된 이송 속도.
F 단어 ="이송 속도"에서와 같이 "F".
S-word ="S"는 "Spindle Speed"와 같으며 주소는 rpm입니다.
X, Y 및 Z를 사용하여 선형 동작 지정:
G00 또는 G01을 지정해도 동작이 발생하지 않습니다. 이동 위치를 최종적으로 말할 때 예상되는 동작 유형을 컨트롤러에 알려줄 뿐입니다. 실제 모션의 경우 X, Y 및 Z 단어를 사용하여 대상을 지정해야 합니다. 부분 0으로 이동하기 위해 다음과 같은 명령을 실행할 수 있습니다.
G00 X0 Y0 Z0 또는 더 느리게 가고 싶다면 G01을 사용하세요. G01 X0 Y0 Z0 F40.
보간 동작 또는 보간 이동은 한 라인에 여러 좌표를 지정하는 경우 기계의 둘 이상의 축이 동시에 이동하는 것을 의미합니다. 사실, 컨트롤러는 커터가 대상까지 직선을 따라 이동하고 이송 속도로 이동하도록 서로에 대해 정확히 올바른 속도로 모두 이동합니다.
동일한 대상을 지정하지만 좌표를 여러 줄에 분산하면 각 줄은 별도의 이동입니다.
G00 X0 Y0 (Z를 일정하게 유지하면서 한 번에 X0 Y0으로 이동)
Z0(X와 Y를 일정하게 유지하면서 한 번에 Z0으로 이동)
G00과 G01은 모달이므로 모드를 변경하고 싶을 때만 지정하면 됩니다.
Z축:
보간된 이동의 개념은 Z축에 대해 흥미로운 문제를 제기합니다. 다른 축(X 및 Y)과의 좌표 동작보다는 절삭 깊이 축을 자체적으로 이동하는 것이 좋은 생각인 경우가 많습니다. 커터가 공작물 및 고정물에 가까워지면 문제(충돌)가 발생하는지 여부. 먼저 X 와 Y 로 이동한 다음 Z 로 이동하면 우발적인 충돌이 일어날지 여부를 판단하는 것이 훨씬 쉽습니다. 또한 절단을 시작하려는 위치 바로 위에 도달할 때까지 커터를 높게 유지하면 클램프와 같이 튀어나온 임의의 물체에 부딪힐 가능성이 훨씬 줄어듭니다.
G02 및 G03 원형 동작이 시작된 모드:
G02는 시계 방향 원호에 대한 모드를 설정합니다.
G03은 시계 반대 방향 원호에 대한 모드를 설정합니다.
G02 또는 G03 모드가 설정되고 호는 2개의 끝점과 각 끝점에서 등거리에 있어야 하는 중심을 식별하여 G-Code에서 정의됩니다. 끝점은 쉽습니다. 현재 제어점 또는 블록이 시작될 때의 위치는 하나의 끝점을 설정합니다. 다른 하나는 XYZ 좌표로 설정할 수 있습니다. 중심은 I, J 또는 K를 사용하여 호의 시작점에서 중심까지의 상대 오프셋을 설정하여 가장 일반적으로 식별됩니다.
시계 방향 호의 예:
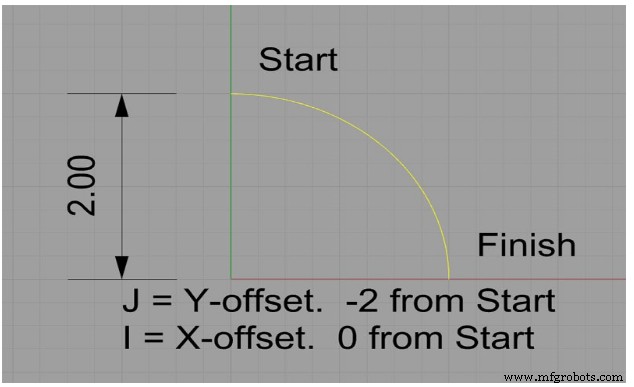
그림 2. IJK가 있는 호의 중심
이 호는 X0Y2에서 시작합니다. X2.Y0에서 끝납니다. 중심은 X0Y0입니다. 다음과 같이 G 코드에서 지정할 수 있습니다.
G02 (시계 방향 호 모드 설정)
X2Y0 I0J-2.0
반지름 "R"을 사용하는 중심.
원의 반지름을 지정하는 것만으로 중심. 원의 반지름은 2이므로 G 코드는 다음과 같이 간단할 수 있습니다.
G02 X2Y0 R2
G17/G18/G19 – 비행기 명칭
호는 명령 G17(XY), G18(XZ) 또는 G19(YZ)로 지정된 평면에 있어야 합니다. G17은 기계 기본값입니다.
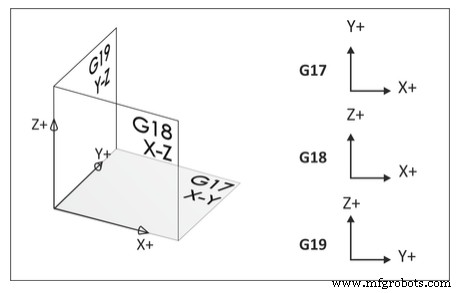
그림 3. 평면 지정
G40/G41/G42 – 커터 직경 보정(CDC)
CDC는 정밀 CNC 가공의 핵심으로, 작업자는 기계가 프로그래밍된 경로에서 왼쪽(G41) 또는 오른쪽(G42)으로 방향을 바꾸도록 명령하여 공구 마모 및 편향을 보정할 수 있습니다. G40은 커터 보정을 취소합니다. 오프셋의 양은 CNC 제어 D-레지스터에 입력됩니다. 마모 레지스터는 컨트롤이 움직일 때마다 참조하는 테이블과 같다고 생각할 수 있습니다.
표 5:직경 오프셋 레지스터
| 공구 직경 오프셋 | 가치 |
| D1 | 0.0125 |
| D2 | 0.0000 |
| D3 | 0.0000 |
| D4 | 0.0000 |
| D5 | 0.0000 |
| D6 | 0.0000 |
D-레지스터의 값은 공작 기계 작업자가 계산하여 부품 형상의 완성된 크기를 모니터링하고 이를 인쇄물과 비교하고 부품을 사양 내로 유지하기 위해 필요에 따라 레지스터의 차이를 입력합니다. 편차가 없으면 레지스터는 0으로 설정됩니다.
G01 G41 D1 X1.0 Y.25 F40.
G43 – 공구 길이 보정
G43은 공구 길이 보정을 활성화합니다. 여기에는 항상 H 코드 및 Z 이동이 수반됩니다. 여기서 H는 읽을 공구 길이 오프셋(TLO) 레지스터이고 Z는 부품 데이텀을 참조하여 이동할 높이입니다.
(TLO)는 컨트롤의 테이블처럼 생각할 수 있습니다.
표 6:작업 오프셋
| 도구 길이 저항기 | Z |
| H1 | 10.236 |
| H2 | 4.7510 |
| H3 | 6.9652 |
| H4 | 7.6841 |
| H5 | 12.4483 |
| H6 | 8.2250 |
TLO는 제어 장치의 활성 고정물 오프셋과 결합되어 기계가 부품 데이텀을 기준으로 공구 팁의 위치를 알 수 있습니다.
G43 H1 Z1.
G54 – 작업 오프셋
워크 오프셋은 기계 홈 X, Y, Z 위치에서 부품 데이텀까지의 거리를 유지하는 CNC 제어의 데이터 레지스터입니다. 이러한 오프셋은 컨트롤의 테이블처럼 생각할 수 있습니다.
표 7:작업 오프셋
| 작업 오프셋 | X | 예 | Z |
| G54 | 14.2567 | 6.6597 | 0.0000 |
| G55 | 0.0000 | 0.0000 | 0.0000 |
| G56 | 0.0000 | 0.0000 | 0.0000 |
| G57 | 0.0000 | 0.0000 | 0.0000 |
| G58 | 0.0000 | 0.0000 | 0.0000 |
| G59 | 0.0000 | 0.0000 | 0.0000 |
X 및 Y 값은 기계 홈에서 부품 데이텀 XY까지의 거리를 나타냅니다. Z 값은 공구 기준점(예:1-2-3 블록의 상단)과 부품 Z-데이텀으로부터의 거리입니다.
G54 X0. Y0.
1. CNC 프로그램 목록 지침을 설명하십시오.
2. 모든 CNC 프로그램의 시작과 끝은 무엇입니까?
3. 문자 주소 명령 코드를 설명합니다.
4. 3개의 특수 문자 코드를 기재하십시오.
5. G 및 M 코드를 설명합니다.
6. G00 G90 G54 X0 Y0에 대해 설명해 주십시오.
7. G00 G90 G43 H1 Z1에 대해 설명해 주십시오.
8. G00과 G01의 차이점은 무엇입니까?
9. G02와 G03의 차이점을 설명하십시오.
10. F와 S 단어를 설명해주세요.
산업기술
이 기사는 초보자 수준의 CNC 기계공만을 위한 것이 아니라 다른 사람들이 CNC 프로그래밍 기술을 재검토하기 위해 읽을 수 있습니다. CNC 선반 CNC 밀 CNC 연삭기 여부에 관계없이 CNC 기계에서 CNC 프로그램을 보는 동안 일반적인 CNC 프로그램 블록에서 한 가지를 볼 수 있습니다. CNC 프로그램 블록 모든 단일 cnc 프로그램 블록은 유용한 정보를 cnc 프로그램에 추가/변경/수정합니다. Fanuc CNC 제어 CNC 프로그램 블록의 구조 cnc 프로그램 블록은 일반적으로 다음과 같이 작성됩니다. N50 G
제출자:Brian 그림/이미지 CNC 프로그램 % (Indicates start of program)N005 G90 G70 (Specifies absolute dimensions, inch units)N010 G97 G94 T01 (Specifies units for speed and feed rate; loads first tool)N015 G00 X1000 Y3000 Z250 F0 (Rapid positioning of tool to start point)N020 G01 Z-375 M03 S500 F10 (Turns on sp