

CNC 기계

산업 제조
제출자:BEATA
Q. 표시된 수치에 대한 CNC Part Program 작성
측면 밀링의 경우 속도 1200rpm 및 이송 100mm/min
홀 드릴링의 경우 속도 1200rpm 및 이송 80mm/min
슬롯 밀링의 경우 속도 1200rpm 및 이송 120mm/min
구멍 직경을 15mm로 설정합니다.
절대 좌표계를 사용합니다.
해결책:
작업 순서:
1 기준점, 좌표계, 도구 설정, 이송 및 속도 값 제공
2 반경 보정용 커터 설정 왼쪽 오프셋
3 도구를 A에 설정, 스핀들 시작 및 포기 피드(-Z 방향)
4 측면 밀링의 추가 절삭 진행 및 A에서 스핀들 중지
5 기준점에서 공구 이동 및 슬롯 절삭용 공구 설정
6 공구를 P로 이동, 시작
7 슬롯 밀링의 추가 절삭을 진행하고 S에서 스핀들을 중지합니다.
8 기준점에서 공구를 이동하고 드릴링을 위해 공구를 설정합니다.
9 공구를 P로 이동하고 스핀들 및 전체 깊이 절삭 제공
10 공구를 위로 이동하고 스핀들을 중지합니다.
11 기준점에서 공구를 다시 가져옵니다.
12 프로그램 종료
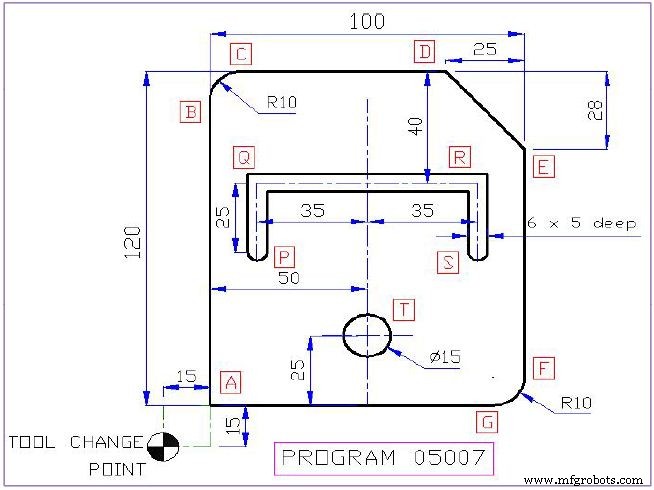
05007 N001 G71 G90 (Set dimension type mm, set absolute co-ordinate system) N002 G92 X-15.0 Y-15.0 Z0.0 T01 F100 S1200 (Set reference point -15, -15, 0. Tool T01 side milling tool. Feed 100mm/rev, spindle speed 1200 rpm) N003 G41 G00 X0.0 Y0.0 Z2.0 (Cutter radius compensation left ON, move the tool at A & give clearance of 2mm before starting spindle rotation) N004 G01 Z-15.0 M03 (Start the spindle. Move tool down i.e. at Z direction for cut with feed here M03 will execute first) N005 G01 X0.0 Y110.0 (Go to B linearly) N006 G02 X10.0 Y120.0 R10.0 (Go to C with clockwise circular interpolation with radius = 10) N007 G01 X75.0 (Go to D linearly) N008 G01 X100.0 Y92.0 (Go to E linearly) N009 G01 Y10.0 (Go to F linearly) N010 G02 X90.0 Y0.0 R10.0 (Go to G with clockwise circular interpolation with radius = 10) N011 G01 X0.0 (Go to A linearly) N012 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation here M05 will execute last.) N013 G40 G00 X-15.0 Y-15.0 (Cutter radius compensation OFF. Move tool to reference set point.) N014 M06 T02 F120 (Change the tool & use tool T02 - here for slot mill tool with dia 6mm. Set feed as 120mm/rev.) N015 G00 X15.0 Y55.0 (Move tool to 'P' rapidly.) N016 G01 Z-5.0 M03 (Start the spindle. Move tool 5mm down i.e. at Z direction for cut with feed - here M03 will execute first) N017 Y80.0 (Go to Q linearly.) N018 X85.0 (Go to R linearly.) N019 Y80.0 (Go to S linearly.) N020 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N021 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N022 M06 T03 F80 (Change the tool & use tool T03 - here for drill bit with dia 15mm. Set feed as 80mm/rev.) N023 G00 X50.0 Y25.0 (Move tool to 'T') N024 G01 Z-20.0 M03 (Go down 20mm for assuring full depth of hole.) N024 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N025 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N026 M30 (Stop the program)
CNC 기계
제출자:BEATA 요약 G45 단순 포켓 사이클 등과 같은 많은 NUM 사이클의 작동을 보여주는 NUM CNC 밀 프로그램 예.다음 NUM G 코드 사이클은 이 cnc 프로그램 예에서 사용됩니다. G45 단순 포켓 사이클G71 미터법 데이터 입력G81 센터 드릴링 사이클G80 고정 사이클 취소G87 칩 브레이킹이 있는 드릴링 사이클G84 태핑 사이클G52 측정 원점을 기준으로 절대 치수로 이동 프로그래밍 그림/이미지 CNC 프로그램 %3354(Exemple de cycles en fraisage)N10 G90 G80 G71 G
NUM CNC 밀링 프로그램 예 관통 드릴링 및 카운터보어를 사용하여 5mm 깊이까지 외부 윤곽 절단. NUM CNC 밀 프로그램 예 %358N1 (BRIDE)N10 G90 G71 G80 G40N20 G0 G52 Z0(Contour)N30 T4 D4 M6N40 G97 S345N50 G94 F110N60 G0 X62 Y-18N70 Z-5 M3 M41N80 G1 G42 X50 M8N85 G1 Y33N90 G3 X38 Y45 R12N100 G1 X-35 Y45N110 G2 X-50 Y 30 R15N120 G1 X-50 Y25N130