

CNC 기계

산업 제조
G90 Turning Cycle은 이 cnc 튜토리얼 G90 Turning Cycle에서 간략하게 설명합니다.
G90 모달 터닝 사이클을 사용한 직선 터닝의 예는 G90 터닝 사이클 Fanuc - CNC 프로그램 예제 코드를 참조하십시오.
G90 터닝 사이클은 단순 터닝에 사용되지만 추가 패스의 X축 위치를 지정하여 다중 패스가 가능합니다.
"모달" G 코드는 취소되거나 모순되는 G 코드로 대체될 때까지 유효함을 의미합니다. 같은 방식으로 G90은 G00, G01 등과 같은 다른 동작 명령이 주어질 때까지 활성 상태를 유지하는 모달 G 코드입니다. 아래의 cnc 프로그램 예에서와 같이 G90 G 코드는 G30 G 코드로 취소됩니다.
이 cnc 프로그램은 G90 테이퍼 터닝의 사용법을 보여줍니다.
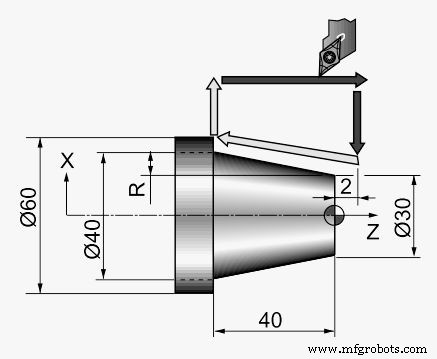
G90 모달 터닝 사이클을 사용한 테이퍼 터닝 - CNC 예제 코드
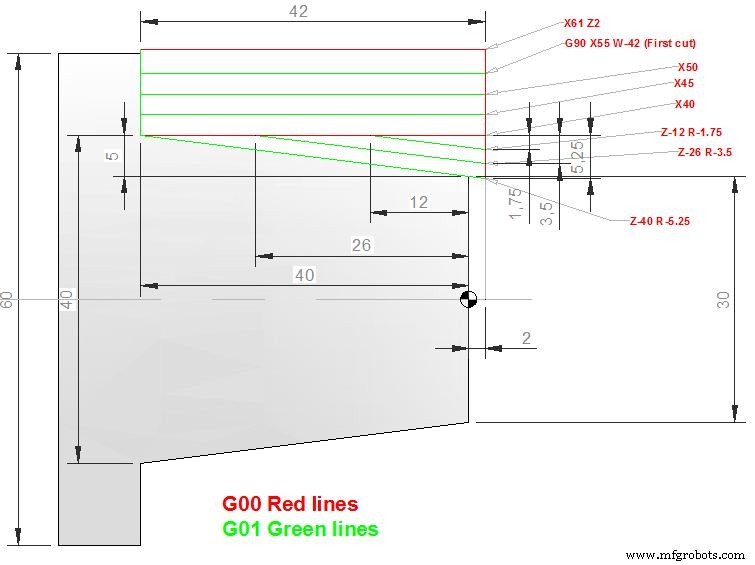
G30 U0 W0 G50 S2000 T0100 G96 S200 M03 G00 X61.0 Z2.0 T0101 M8 G90 X55.0 W–42.0 F0.25 X50.0 X45.0 X40.0 Z-12.0 R-1.75 Z-26.0 R-3.5 Z-40 R-5.25 G30 U0 W0 M30
위의 cnc 프로그램 예에서 볼 수 있듯이 테이퍼 값을 직접 계산해야 합니다.
아래 그림은 위의 프로그램을 실행할 때 도구가 이동하는 방법을 보여줍니다.
가능한 경우 모든 계산을 수행하는 G71 터닝 사이클을 사용할 수 있습니다.
또 다른 요점은 G90 터닝 사이클은 직선 및 테이퍼 컷만 만들 수 있으며 G90 터닝 사이클로 호(원호 보간)를 절단할 수 없다는 것입니다.
대신 G71은 직선, 테이퍼, 호도 절단합니다.
CNC 기계
제출자:Vikram 요약 서브루틴 코드를 사용하여 FANUC 제어 기계용 CNC 선반 프로그램을 작성하십시오. 공작물의 직경 =40mm, 절삭 깊이 =0.5mm, 속도 =1200rpm을 취하십시오. 피드 및 기타 데이터를 적절하게 가정합니다. 그림/이미지 CNC 프로그램 Main Program:N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N30 M98 P12000 (call subprog O2000 once)N130 G28 U0 W0N140 M05 M30Subprogram:O2000;N30 G73 U
제출자:Vikram 요약 전체 부품을 가공하는 CNC 선반 프로그램, 외부 전체 프로필은 G71 터닝 사이클을 사용하여 터닝되며, G71 사이클은 두 번 사용됩니다. 그림/이미지 CNC 프로그램 G90 G21 G18 G55;T0400 M06S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G71 U0.5R0.2;G71 P2 Q3 ;N2 G01 X0.0; X14.14 Z-7.07; Z-17.07; X19.14; Z-54.76; X25.4;N3 X 29.21 Z-64.76;G00 X 30.0;G28 X0.0;G28