

CNC 기계

산업 제조
G90 터닝 사이클은 다음과 같은 많은 이름으로 불립니다.
G90 고정 주기, G90 직선 절단 주기, G90 황삭 주기, G90 황삭 고정 주기, G90 박스 주기.
G90 터닝 사이클은 단순 터닝에 사용되지만 추가 패스의 X축 위치를 지정하여 다중 패스가 가능합니다.
관련:G90 터닝 사이클 Fanuc – CNC 프로그램 예제 코드
G90 황삭 통조림 사이클은
에 사용할 수 있습니다.
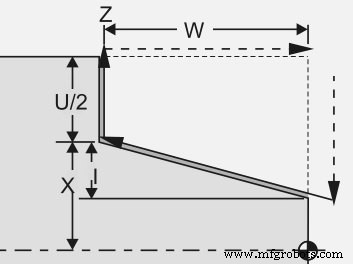
G90 X... Z... I...
또는
G90 X... Z... R...
| 매개변수 | 설명 |
|---|---|
| X | 절단할 직경 |
| Z | z축 끝점 |
| Q | 시작점에서의 각도 |
| I 또는 R | 테이퍼의 거리 및 방향(반지름 값). |