

CNC 기계

산업 제조

터닝 인서트 강도
카바이드 인서트는 인서트 강도에 따라 가공하는 동안 다양한 재료에서 최상의 성능을 발휘할 수 있도록 다양한 모양/크기로 설계되었습니다. 가장 강한 것부터 가장 약한 것까지 나열된 기본 모양은 다음과 같습니다.
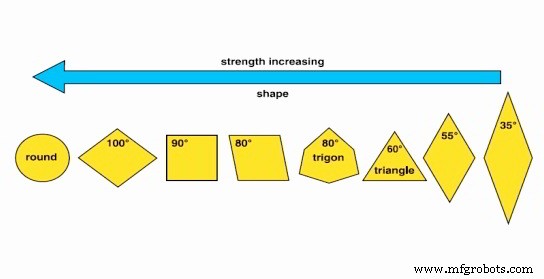
터닝 인서트 강도
보시다시피 각도가 작은 인서트가 약하고 각도가 넓은 인서트가 더 강합니다.
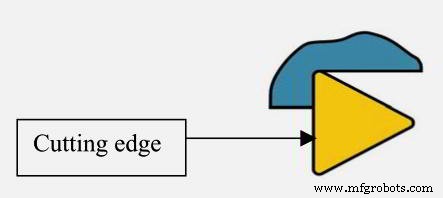
터닝 인서트 강도 – 인서트 절삭날
절삭 날과 인서트 반대면 사이의 단면 크기가 인서트 강도의 차이를 결정합니다.
기본 인서트 모양과 각 작업에서 어떤 것이 가장 강하고 약한지 알고 있으면 해당 작업에 적합한 인서트를 선택하는 데 도움이 될 수 있습니다.
터닝 인서트 강도 – 원형 인서트와 DNMG 또는 VBMM 인서트 비교
예를 들어
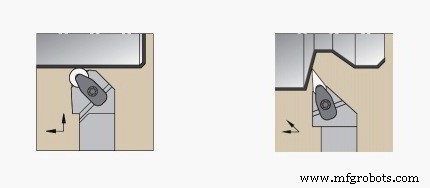
곧고 무거운 황삭의 경우 35도 다이아몬드 모양이 아닌 원형 또는 사각형 인서트를 선택하세요.
마무리 프로필 적용의 경우 원형 또는 사각형 인서트가 아닌 35도 다이아몬드 인서트를 선택하세요(그림 참조).
두 가지 용도 모두 인서트 모양이 용도에 가장 적합합니다.
CNC 기계
G90 터닝 사이클 형식 G90 터닝 사이클은 다음과 같은 많은 이름으로 불립니다. G90 고정 주기, G90 직선 절단 주기, G90 황삭 주기, G90 황삭 고정 주기, G90 박스 주기. G90 터닝 사이클은 단순 터닝에 사용되지만 추가 패스의 X축 위치를 지정하여 다중 패스가 가능합니다. 관련:G90 터닝 사이클 Fanuc – CNC 프로그램 예제 코드 G90 황삭 통조림 사이클은 에 사용할 수 있습니다. 직진 회전. 보링 작업. 테이퍼 절단. 프로그래밍 G90 X... Z... I... 또는 G90 X.
Fanuc G71 터닝 사이클 G71 터닝 사이클은 CNC 선반 구성 요소에서 거친 재료 제거에 사용됩니다. G71 터닝 사이클은 대직경 절단을 용이하게 합니다. 간단한 직선으로 절단하거나 복잡한 윤곽도 매우 쉽게 가공할 수 있습니다.G71 회전 주기 매개변수를 통해 CNC 기계공이 제어할 수 있습니다. 절삭 깊이. 높이 축소. x축 및 z축 정삭 여유. 주기 절단 이송, 스핀들 속도. 프로그래밍 00 매개변수 첫 번째 블록 매개변수 설명 U 절삭 깊이. R 높이 후퇴 두 번째 차단 매개변수 설명 피 컨투어