


CNC 기계

산업 제조
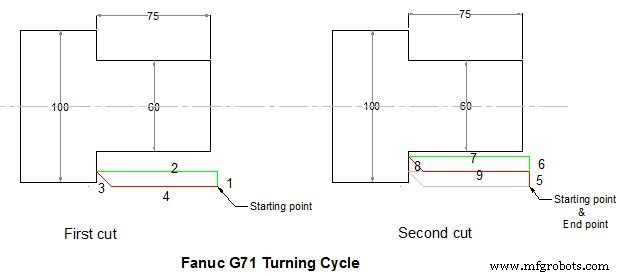
G71 터닝 사이클은 CNC 선반 구성 요소에서 거친 재료 제거에 사용됩니다. G71 터닝 사이클은 대직경 절단을 용이하게 합니다. 간단한 직선으로 절단하거나 복잡한 윤곽도 매우 쉽게 가공할 수 있습니다.
G71 회전 주기 매개변수를 통해 CNC 기계공이 제어할 수 있습니다.
00
첫 번째 블록
| 매개변수 | 설명 |
|---|---|
| U | 절삭 깊이. |
| R | 높이 후퇴 |
| 매개변수 | 설명 |
|---|---|
| 피 | 컨투어 시작 블록 번호. |
| Q | 컨투어 끝 블록 번호. |
| U | X축의 정삭 여유. |
| 서 | z축 정삭 여유. |
| F | G71 사이클 중 이송 속도. |
| S | G71 사이클 중 스핀들 속도. |