

CNC 기계

산업 제조
Fanuc G94 G 코드는 거친 페이싱에 사용됩니다.
Fanuc G94 페이싱 사이클은 단순 페이싱(1패스 페이싱)에 사용되지만 추가 패스의 Z축 위치를 지정하여 여러 패스가 가능합니다.
관련:Fanuc G72 외장 통조림 사이클
Fanuc G94 페이싱 사이클은 프로그래밍 및 사용이 매우 간단합니다. G94 G 코드 매개변수는 아래에 설명되어 있습니다.
G94 X… Z…
X:X축의 끝점.
Z:Z축의 끝점.
Fanuc G94 페이싱 사이클 CNC 예제 프로그램
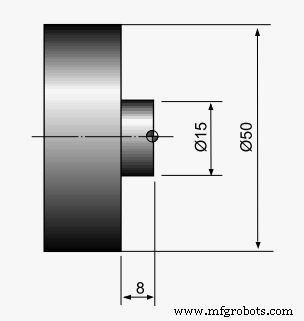
N10 G50 S2500 N20 G96 S180 M03 N30 T0100 N40 G00 X55.0 Z2.0 T0101 N50 G94 X15.0 Z-2.0 F0.2 N60 Z-4.0 N70 Z-6.0 N80 Z-8.0 N90 G00 X200.0 Z200.0 T0100 N95 M30
N40 :공구의 응시 위치를 보여줍니다.
N50:G94 페이싱 사이클의 x 및 z 값은 페이싱 절단의 대상 값입니다.
N60 :G94는 모달 G 코드입니다. "모달" G 코드는 취소되거나 모순되는 G 코드로 대체될 때까지 유효함을 의미합니다. 이것은 G00, G01 등과 같은 다른 동작 명령이 주어질 때까지 G90 선회 주기가 활성 상태를 유지함을 의미합니다.
그러나 보시다시피 cnc 프로그램 블록 N60은 z축에 대한 값만 표시하므로 G94 페이싱 사이클이 계속 작동하고 이제 G94 페이싱 사이클이 두 번째 페이싱 절단을 수행하여 x축 값이 유지됨을 의미합니다. 동일하지만 z축 값은 이제 -4.0이 됩니다.
N70 :-6.0에서 세 번째 페이싱 컷이 수행됨
N80 :-8.0에서 네 번째 컷을 찍습니다.
N90 :이 cnc 프로그램 블록은 G00인 G94에 대한 모순된 G 코드를 보여줍니다. 따라서 Fanuc G94 페이싱 사이클이 종료되었음을 의미합니다. 도구는 x200 z200으로 빠르게 이동합니다.
CNC 기계
제출자:기계공 요약 구성 요소가 도구와 마주하는 방법을 보여주는 간단한 CNC 선반 프로그램입니다.이는 도구 이동도 보여줍니다. 그림/이미지 CNC 프로그램 %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00 X54 Z-2 M03 M08N40 G01 X-1N50 G00 X200 Z200 M09N60 M30
제출자:Vikram 요약 G72 페이싱 사이클을 사용하여 구성 요소의 전체 외부 윤곽을 절단하는 CNC 선반 프로그램입니다. 그림/이미지 CNC 프로그램 G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02 X17 Z-34.69 R3; G01 Z-31.69; G03 X 11.25 Z -28.69 R3; G01 Z-10.0; G03 X2.0 Z-5.