

CNC 기계

산업 제조
다음은 CNC 기계공이 서브 프로그래밍 방법을 사용하여 CNC 프로그램을 더 쉽게 작성하고 유지 관리할 수 있는 방법을 보여주는 Fanuc 서브 프로그램 예입니다.
하위 프로그래밍은 CNC 기계공이 프로그램(주 프로그램이라고 함)에서 CNC 기계에 저장된 다른 CNC 프로그램을 호출할 수 있는 방법입니다.
Fanuc Sub 프로그래밍 방법에 대한 기사를 읽어보세요.
이 하위 프로그래밍 프로세스를 통해 CNC 프로그래머/기계 기술자는 프로그램을 반복 가능한 유용한 코드의 작은 조각으로 나누어 CNC 프로그램을 작게 유지할 수 있습니다.
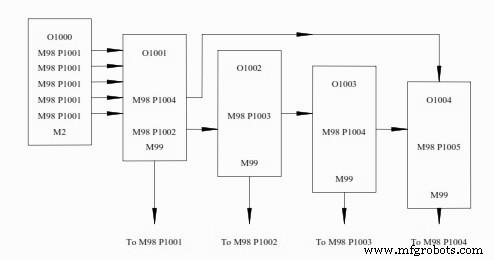
Fanuc 서브 프로그래밍
아래의 cnc 프로그램 예에서 볼 수 있듯이
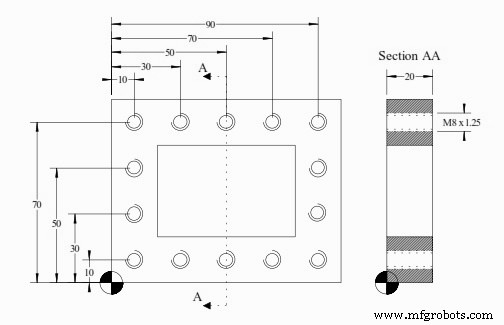
CNC 기계공이 몇 개의 구멍을 뚫고 같은 구멍을 뚫고 싶어합니다.
프로그래밍하는 가장 간단한 방법은 여기에서 읽을 수 있습니다. G81 드릴링 사이클 G84 태핑 사이클 CNC 프로그램 예제
아래는 같은 프로그램 예제이지만 이번에는 Sub-programming 기법을 사용하고 있습니다.
Fanuc 하위 프로그램 예
O1000 ; N1 T1 M6 ; N2 G0 G90 G40 G21 G17 G94 G80 ; N3 G54 X10 Y10 S? M3 ; N4 G43 Z100 H1 ; N5 Z5 ; N6 G81 R3 Z-20 F? M8 ; N7 M98 P1001 ; N8 G0 G90 Z100 N9 T2 M6 ; N10 G0 G90 G40 G21 G17 G94 G80 ; N11 G54 X10 Y10 S? M3 ; N12 G43 Z100 H1 ; N13 Z5 ; N14 G84 G99 G95 R3 Z-20 F1.25 M8 ; N15 M98 P1001 ; N16 G0 G90 Z100 ; N17 T0 M6 ; N18 M30 ;
O1001 ; N101 Y30 ; N102 Y50 ; N103 Y70 ; N104 X30 ; N105 X50 ; N106 X70 ; N107 X90 ; N108 Y50 ; N109 Y30 ; N110 Y10 ; N111 X70 ; N112 X50 ; N113 X30 ; N114 G80 ; N115 M99
CNC 기계
제출자:기계공 그림/이미지 CNC 프로그램 ;Main ProgramO777G91 G28 Z0M06 T01M03 S1200G90 G54 G43 H1G00 X30 Y110Z2M98 P030888 (call subprog O888 three times)G28 Z0M30;SubprogramO888G91G01 Z-9 F200Y-80X50Y80G00 Z9G00 X30M99
제출자:Vikram 요약 동일한 패턴을 절단하기 위해 하위 프로그램을 여러 번 호출하는 CNC 선반 프로그램입니다.하위 프로그램은 XZ 대신 UW를 사용하여 프로그램을 더 쉽게 이해하고 디버그할 수 있도록 합니다. 그림/이미지 CNC 프로그램 Main Program:N5 G90 F0.2 S1200 T0101 M04N10 G00 X40 Z0N20 M98 P37000 (call subprog O7000 three times)N30 G01 W-30N40 G28 U0 W0N50 M05 M30Subprogram:O7000;G01 U0 W