

CNC 기계

산업 제조
Fanuc 21 TB cnc 제어용 G20 세로 선삭 사이클은 모달 G 코드입니다.
G20 선삭 사이클은 직선 선삭 및 테이퍼 선삭에도 사용할 수 있습니다.
G20 선삭 사이클은 프로그램하고 배우기 쉽습니다.
G20 터닝 사이클은 단순 터닝에 사용되지만 추가 패스의 X축 위치를 지정하여 다중 패스가 가능합니다.
아래의 cnc 프로그램 코드는 또한 G20 터닝 사이클의 매우 강력한 기능을 보여줍니다. 즉, CNC 기계공은 G71 러프 터닝 사이클과 같은 다른 터닝 고정 사이클로는 달성할 수 없는 G20 터닝 사이클의 모든 패스의 절단 깊이를 제어할 수 있습니다. .
G20 X… Z… F…
또는
G20 U… W… F…
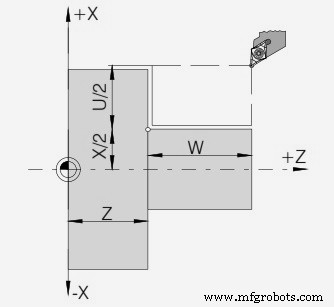
X – 절단할 직경(절대).
Z – Z축의 끝점(절대).
F – 이송 속도.
U – 절단할 직경(증분).
W – z축의 끝점(증분).
G20 터닝 사이클 – CNC 선반 Fanuc 21TB
G20 X… Z… R… F…
또는
G20 U… W… R… F…
X – 절단할 직경(절대).
Z – Z축의 끝점(절대).
R – X 방향(+/-)의 증분 테이퍼 치수
F – 이송 속도.
U – 절단할 직경(증분).
W – Z축 끝점(증분).
CNC 기계공이 윤곽 값에 X 또는 U 값을 사용할 수 있으므로 Z 또는 W와 같은 방식으로 사용하거나 절대(X, Z) 및 증분(U, W) 값을 혼합할 수도 있습니다.
G96 S200 M03 G00 X56.0 Z2.0 G20 X51.0 W-20.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G00 X100 Z100 M30
위의 cnc 프로그램 코드에서 볼 수 있듯이
공구는 X56 Z2 지점에 있고
첫 번째 절단은 X51에서 이루어지며 공구는 Z축에서 W-20 이동합니다.
두 번째 절단은 X46에서 제작
세 번째 컷은 X41에서 제작됨
…
마지막 컷은 X30에서 제작됨
위의 cnc 프로그램 코드를 연구하는 것처럼
1 - G20에서 절대(X51.0) 및 증분(W-20.0) 값이 절단을 만드는 데 사용됨을 알 수 있습니다.
2 - 만약 위의 코드는 또한 G20 터닝 사이클의 매우 강력한 기능을 보여줍니다. 즉, CNC 기계공이 G71 러프 터닝 사이클과 같은 다른 터닝 고정 사이클로는 달성할 수 없는 G20 터닝 사이클의 모든 패스의 절삭 깊이를 제어할 수 있습니다.
처음 다섯 컷은 깊이가 5mm이지만 마지막 컷은 깊이가 1mm에 불과합니다.
G20 회전 주기는 모달 G 코드입니다.
"모달" G 코드는 취소되거나 모순되는 G 코드로 대체될 때까지 유효함을 의미합니다.
G20 회전 주기는 G00, G01 등과 같은 또 다른 동작 명령이 주어집니다. 위의 cnc 프로그램 예에서와 같이 G20 G 코드는 G00 G 코드로 취소됩니다.
CNC 기계
Fanuc G87 사이드 드릴링 고정 사이클 G87 측면 드릴링 사이클은 드리븐 공구를 사용하여 구성요소 직경/측면에서 드릴링하는 데 사용됩니다. Fanuc G87 사이드 드릴링 통조림 사이클은 FANUC Oi 및 호환되는 cnc 제어 장치에서 작동합니다. 프로그래밍 G87 X F Q P R 매개변수 매개변수 설명 X 최종 드릴 깊이(절대 치수(mm)) H 두 구멍 사이의 거리(도) K 홀 수. Q 절삭 깊이(미크론). 피 홀 바닥의 체류 시간 F 이송 속도(mm/min). 예 N5 G28 U0.T505M5M
G87 방사형 드릴링 사이클 Fanuc G87 Radial Drilling Cycle은 전동 공구로 측면 방사형 드릴링 사이클을 활성화합니다. Fanuc G87 방사형 드릴링 사이클은 FANUC 시리즈 21i/18i/16i– TA 및 호환 가능한 cnc 제어 장치에서 작동합니다. 예 Fanuc G87 방사형 드릴링 사이클 프로그래밍 예 프로그래밍 G87 X F Q P R 매개변수 매개변수 설명 X 드릴 종료 시 절대값 F 드릴링 피드(mm/분) Q 절삭 깊이(1000분의 1) 피 홀 바닥에서 일시 중지(1000분의