

CNC 기계

산업 제조
Fanuc G73 패턴 반복 주기에 대한 CNC 프로그래밍 예제
Fanuc G73 패턴 반복 주기는 여기에서 이미 설명했습니다.
CNC Fanuc G73 패턴 반복 주기
다른 Fanuc G73 패턴 반복 주기 예를 원할 수도 있습니다.
CNC Fanuc G73 패턴 반복 주기 CNC 프로그램 예
Fanuc G73 패턴 반복 고정 주기 기본 CNC 샘플 프로그램
이 cnc 프로그램 예제는 또한 cnc 기계공이 z축 이동에 대해 'Z' 대신 'W'를 사용할 수 있는 방법을 보여줍니다.
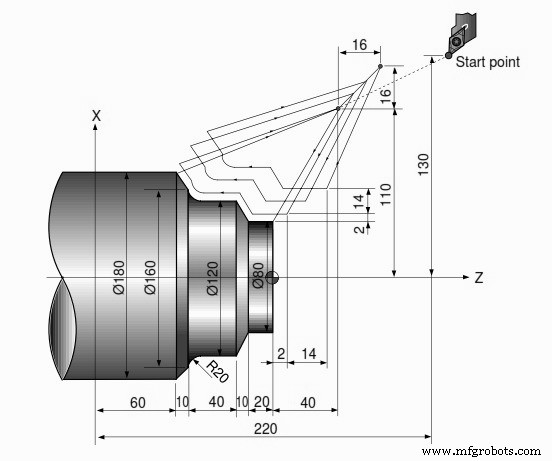
Fanuc G73 패턴 반복 주기 프로그램 예
N010 G00 X260.0 Z80.0 N011 G00 X220.0 Z40.0 N012 G73 U14.0 W14.0 R3 N013 G73 P014 Q020 U4.0 W2.0 F0.3 S0180 N014 G00 G42 X80.0 Z2.0 N015 G01 W-20.0 F0.15 S0600 N016 X120.0 W-10.0 N017 W-20.0 S0400 N018 G02 X160.0 W-20.0 R20.0 N019 G01 X180.0 W-10.0 S0280 N020 G40 N021 G70 P014 Q020 N022 G00 X260.0 Z80.0 N023 M30
CNC 기계
제출자:Vikram 요약 FANUC 제어 기계용 CNC 선반 프로그래밍을 작성하십시오. 공작물의 직경 =30mm, 속도 =1200rpm을 취하십시오. 피드 및 기타 데이터를 적절하게 가정합니다. 이 프로그램은G73 패턴 반복 주기G76 스레딩 주기를 사용합니다. 그림/이미지 CNC 프로그램 N5 G90 F0.2 S1200 T0101 M04N10 G00 X30 Z2N15 G00 Z0N20 G01 X0 (Facing operation)N21 G00 X30 Z2N30 G73 U7 R14 (Pattern Repeating Canned
제출자:Vikram 요약 서브루틴 코드를 사용하여 FANUC 제어 기계용 CNC 선반 프로그램을 작성하십시오. 공작물의 직경 =40mm, 절삭 깊이 =0.5mm, 속도 =1200rpm을 취하십시오. 피드 및 기타 데이터를 적절하게 가정합니다. 그림/이미지 CNC 프로그램 Main Program:N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N30 M98 P12000 (call subprog O2000 once)N130 G28 U0 W0N140 M05 M30Subprogram:O2000;N30 G73 U