Haas G73 불규칙 경로 선삭 사이클 CNC 선반
Haas G73 불규칙 경로 선삭 사이클
G73 패턴 반복 주기는 X축과 Z축 모두에서 일정한 양의 재료를 제거하려는 경우에 가장 적합합니다.
포맷
G73 P80 Q180 U.01 W.005 I0.3 K0.15 D4 F.012
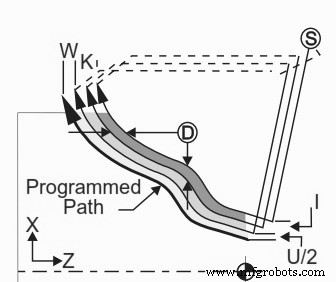
Haas G73 불규칙 경로 스톡 제거 사이클 CNC 선반
매개변수
D – 절단 패스 수, 양수
I – 첫 번째 절단에서 마지막 절단까지의 X축 거리 및 방향, 반경
K – 첫 번째 절단에서 마지막 절단까지의 Z축 거리 및 방향
P – 황삭 경로의 시작 블록 번호
Q – 황삭 경로의 끝 블록 번호
U – G73 정삭 공차의 X축 크기 및 방향, 직경
W – Z축 크기 및 G73 정삭 공차의 방향
F – G73 PQ 블록 전체에서 사용할 이송 속도
S – G73 PQ 블록 전체에서 사용할 스핀들 속도
T – G73 PQ 블록 전체에서 사용할 공구 및 오프셋
Haas G73 예시
O0815 (Example)
T101 (Select Tool 1)
G50 S1000
G00 X3.5 Z.1 (Move to start point)
G96 S100 M03
G73 P80 Q180 U.01 W0.005 I0.3 K0.15 D4 F.012 (Rough P to Q with T1 using G73)
N80 G42 G00 X0.6
G01 Z0 F0.1
X0.8 Z-0.1 F.005
Z-0.5
G02 X1.0 Z-0.6 I0.1
G01 X1.4
X2.0 Z-0.9
Z-1.6
X2.3
G03 X2.8 Z-1.85 K-0.25
G01 Z-2.1
N180 G40 X3.1
G00 Z0.1 M05
(******Optional Finishing Sequence*****)
G53 X0 (Zero for tool change clearance)
G53 Z0
M01
T202 (Select tool 2)
N2 G50 S1000
G00 X3.0 Z0.1 (Move to start point)
G96 S100 M03
G70 P80 Q180 (Finish P to Q with T2 using G70)
G00 Z0.5 M05
G28
M30


