

CNC 기계

산업 제조
Fanuc G73 패턴 반복 주기는 CNC 기계공이 거친 재료 제거 프로그램을 쉽게 프로그래밍/유지 관리/디버깅하는 데 도움이 됩니다.
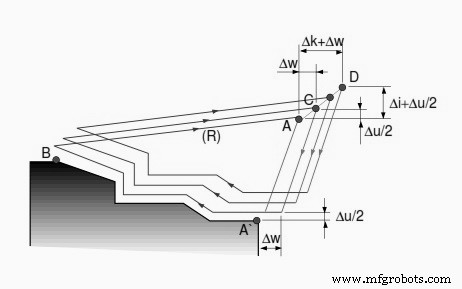
Fanuc G73 패턴 반복 주기는 윤곽을 따라 절단하여 거친 재료를 제거합니다.
그래서 첫 번째 절단부터 G73 패턴 반복 주기는 마무리 구성 요소와 동일한 모양을 절단합니다. .
G73 U W R G73 P Q U W F
Fanuc G73 패턴 반복 고정 사이클
G73 첫 번째 CNC 프로그램 블록
U – X축에서 이탈 거리 및 방향(반지름 값). 이것은 x축에서 절단될 재료의 양입니다.
W – Z축에서 이탈 거리 및 방향입니다. z축에서 절단될 재료의 양.
R – 분할 수. 윤곽이 반복될 번호입니다.
G73 두 번째 CNC 프로그램 블록.
P – 시작 시퀀스 번호
Q – 종료 시퀀스 번호
U – x축 정삭 여유
W – z축 정삭 여유
F – 절삭 이송 속도(G73 고정 사이클 중).
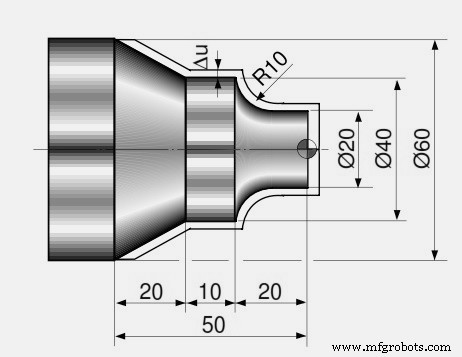
Fanuc G73 패턴 반복 고정 사이클 기본 CNC 샘플 프로그램
N10 G50 S2000 T0300 G96 S200 M03 G00 X35.0 Z5.0 T0303 Z0 G01 X-1.6 F0.2 G00 X70.0 Z10.0 G73 U3.0 W2.0 R2 G73 P12 Q16 U0.5 W0.1 F0.25 N12 G00 G42 X20.0 Z2.0 G01 Z-10.0 F0.15 G02 X40.0 Z-20.0 R10.0 G01 Z-30.0 X60.0 Z-50.0 N16 G40 U1.0 G70 P12 Q16 G00 X200.0 Z200.0 T0300 M30
CNC 기계
제출자:Vikram 요약 서브루틴 코드를 사용하여 FANUC 제어 기계용 CNC 선반 프로그램을 작성하십시오. 공작물의 직경 =40mm, 절삭 깊이 =0.5mm, 속도 =1200rpm을 취하십시오. 피드 및 기타 데이터를 적절하게 가정합니다. 그림/이미지 CNC 프로그램 Main Program:N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N30 M98 P12000 (call subprog O2000 once)N130 G28 U0 W0N140 M05 M30Subprogram:O2000;N30 G73 U
Fanuc G87 사이드 드릴링 고정 사이클 G87 측면 드릴링 사이클은 드리븐 공구를 사용하여 구성요소 직경/측면에서 드릴링하는 데 사용됩니다. Fanuc G87 사이드 드릴링 통조림 사이클은 FANUC Oi 및 호환되는 cnc 제어 장치에서 작동합니다. 프로그래밍 G87 X F Q P R 매개변수 매개변수 설명 X 최종 드릴 깊이(절대 치수(mm)) H 두 구멍 사이의 거리(도) K 홀 수. Q 절삭 깊이(미크론). 피 홀 바닥의 체류 시간 F 이송 속도(mm/min). 예 N5 G28 U0.T505M5M