

CNC 기계

산업 제조
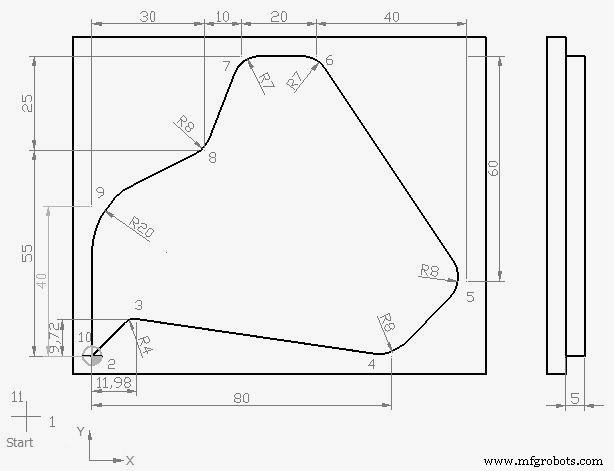
Siemens Sinumerik 810 프로그래밍 예제는 CNC 기계공이 어떻게 코너 반경을 가공할 수 있는지 보여줍니다.
Sinumerik 810 CNC 제어는 반경에 U+를 사용합니다(아래 예 참조).
Sinumerik 810 CNC 제어는 모따기에 U-를 사용합니다.
U는 예를 들어 U5와 같은 양수 값이어야 하며 반경 5를 그립니다. 음.
Sinumerik 810의 공구 오프셋 설정은 Hermle UWF 851 CNC 밀(Sinumerik 제어 포함)의 공작물 오프셋 설정을 참조하십시오.
이 cnc 프로그래밍 예제는 다음에서 작동합니다.
Sinumerik 810 프로그래밍 예제
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 N40 X10 Y10 U4 N45 X80 Y0 U8 N50 X100 Y20 U8 N55 X60 Y80 U7 N60 X40 Y80 U7 N65 X30 Y55 U8 N70 X0 Y40 U20 N80 X0 Y0 N85 G40 X-20 Y-20 N90 G00 Z50 N95 Y100 N100 M30
G00 :급이송.
G54 :Zero Offset no. 1.
G64:연속 경로 작동.
G90:절대 치수 시스템.
G17:X-Y 계획 선택.
G42:커터 반경 보정 활성화(오른쪽 이동)
G40 :커터 반경 보정 비활성화
S :스핀들 속도
F :축 모션 피드
M :커터 모션(3=시계 방향, 4=반시계 방향)
D :공구 번호
M30 :메인 프로그램 종료
CNC 기계
제출자:CNC 프로그래머 그림/이미지 CNC 프로그램 N1 [PROFILE 11N2 $1M0X-158.I155.Y-84.6J115.N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X0Y-70RN9 Z2RN10 Z-10N11 G49I5N12 G41K2N13 G20X0Y0I-52.5N14 G21I15N15 G10X0Y0I-30N16 E1=G20X0Y0I100,G13X0Y0J120K2N17 G11E1I-15N18 G20N19 E2=G20X0Y0I70,G13X0Y0J78K2N20 G11E2I-23N21 G20N
이 문서는 STOPRE Sinumerik 840D 프로그램 명령에 관한 것입니다. Siemens Sinumerik 840D는 고급 CNC 제어 장치입니다. Sinumerik 840D cnc 제어 기능 중 하나는 Sinumerik 840D가 전처리 파트 프로그램 명령 실행 전 그들. 간단히 말해서 Sinumerik 840D는 CNC 기계보다 빠르게 읽습니다. sinumerik 840D가 cnc 프로그램을 미리 읽는다는 의미입니다. 사이클 시작을 누르면 cnc 기계가 실행되기 시작하지만 이제 sinumerik 840D cnc