

CNC 기계

산업 제조
제출자:CNC 프로그래머
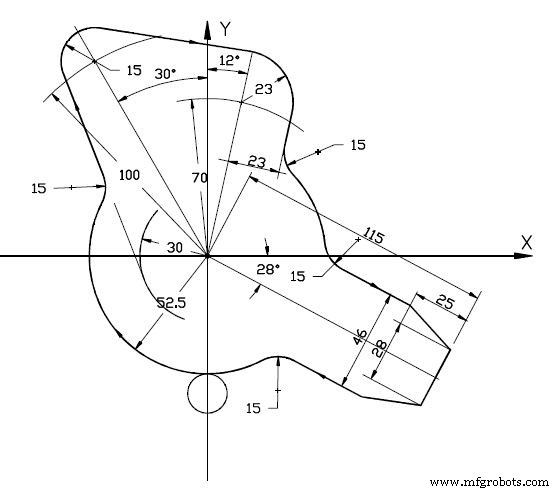
N1 [PROFILE 11 N2 $1M0X-158.I155.Y-84.6J115. N3 G17 N4 O1 N5 T1 N6 F1000S1200M3 N7 Z100R N8 X0Y-70R N9 Z2R N10 Z-10 N11 G49I5 N12 G41K2 N13 G20X0Y0I-52.5 N14 G21I15 N15 G10X0Y0I-30 N16 E1=G20X0Y0I100,G13X0Y0J120K2 N17 G11E1I-15 N18 G20 N19 E2=G20X0Y0I70,G13X0Y0J78K2 N20 G11E2I-23 N21 G20 N22 G13J-102 N23 G21I15 N24 G20X0Y0I-52.5 N25 G21 N26 E3=G13X0Y0I-23J-28 N27 E3 N28 E4=G13X0Y0I-115J-118 N29 E5=E4Q-25 N30 E6=E3,E5 N31 G10E6 N32 E7=G13X0Y0I-14J-28,E4 N33 G11E7 N34 E4 N35 E8=G13X0Y0I14J-28,E4 N36 G10E8 N37 E9=G13X0Y0I-23J152 N38 E10=E5,E9 N39 G11E10 N40 E9 N41 G21 N42 G20X0Y0I-52.5 N43 G40X0Y-70K2 N44 Z100R N45 M30
CNC 기계
제출자:CNC 프로그래머 그림/이미지 CNC 프로그램 N1 [PROFILE 5N2 $1M0X-54.8I205.Y-83.4J82.8N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I5N8 Z100RN9 X50Y-80RN10 Z2RN11 Z-10N12 G42K2N13 G13Y-70J0N14 G21I30N15 G13X90Y-70J45N16 G13X180Y0I12J-15N17 G20N18 G13J165N19 G13X80Y-15J205N20 G13J180N21 G13X50Y-10J135N22 G13J180N23 G21I-
제출자:CNC 프로그래머 요약 CNC 선반 프로그래밍 예, 이 프로그래밍 예에서는 X축 직경 값이 사용되지 않지만 반경 값은 프로그래밍에 사용됩니다. 반경 모드/치수 지정 시 선반에서 X축 이동은 중심으로부터의 거리입니다. 따라서 X1에서 절단하면 직경이 2mm인 부품이 생성됩니다. 그림/이미지 CNC 프로그램 % AlberoN010 G00 X150 Z200 T0101 M06N020 G92 S2400N030 G96 G95 F0.3 S300 M04 M08N040 X50 Z-2N050 G01 X-0.5N060 G00 Z0N070