

CNC 기계

산업 제조
다음은 또 다른 cnc 선반 프로그램 예제입니다. 이 cnc 프로그래밍 예제는 고정 사이클 Fanuc G71 Roughing Cycle 터닝을 위한 Fanuc cnc 제어 G 코드의 사용을 보여줍니다. 이 cnc 프로그램은 Fanuc G70 마무리 사이클의 사용도 보여줍니다.
Fanuc G71 Rough Turning Cycle 및 G70을 사용한 CNC 프로그래밍 예제를 이미 게시했지만.
또 다른 기사 CNC Fanuc G71 Turning Cycle 또는 Stock Removal Canned Cycle 에서는 G71 고정 사이클 매개변수를 간략하게 설명합니다.
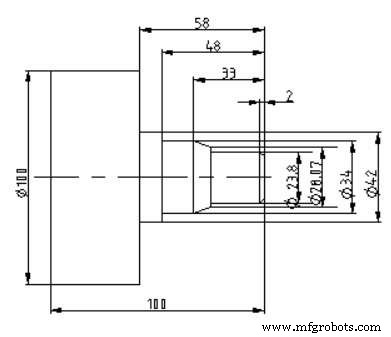
Fanuc G70 G71 황삭 및 정삭 선삭 사이클 프로그램 예
N10 T1 G97 S800 M03 N20 G00 X45 Z2 G42 N30 G71 U2 R1 N40 G71 P50 Q120 U0.25 W0.1 F0.25 N50 G00 X19.8 N60 G01 X23.8 Z-2 F0.2 N70 G01 Z-25 N80 G01 X28.07 N90 G01 X34 Z-33 N100 G01 Z-48 N110 G01 X42 N120 G01 Z-58 N130 G00 X100 Z100 N140 G92 S1200 N150 T3 G96 S150 M03 N160 G00 X45 Z3 N170 G70 P50 Q120 N180 G00 X100 Z100 N190 M30
CNC 기계
제출자:Vikram 요약 전체 부품을 가공하는 CNC 선반 프로그램, 외부 전체 프로필은 G71 터닝 사이클을 사용하여 터닝되며, G71 사이클은 두 번 사용됩니다. 그림/이미지 CNC 프로그램 G90 G21 G18 G55;T0400 M06S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G71 U0.5R0.2;G71 P2 Q3 ;N2 G01 X0.0; X14.14 Z-7.07; Z-17.07; X19.14; Z-54.76; X25.4;N3 X 29.21 Z-64.76;G00 X 30.0;G28 X0.0;G28
제출자:Vikram 요약 G72 페이싱 사이클을 사용하여 구성 요소의 전체 외부 윤곽을 절단하는 CNC 선반 프로그램입니다. 그림/이미지 CNC 프로그램 G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02 X17 Z-34.69 R3; G01 Z-31.69; G03 X 11.25 Z -28.69 R3; G01 Z-10.0; G03 X2.0 Z-5.