

CNC 기계

산업 제조
Haas G00 래피드 모션 포지셔닝 - Haas 밀
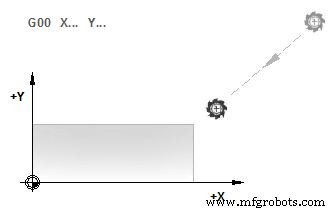
G00 G 코드는 기계 축을 최대 속도로 이동하는 데 사용됩니다. G00은 주로 각 공급(절단) 명령 전에 장비를 주어진 지점에 신속하게 배치하는 데 사용됩니다(모든 이동은 최고 속도로 수행됨).
G00 X... Y... Z... A...