

CNC 기계

산업 제조
제출자:Brian
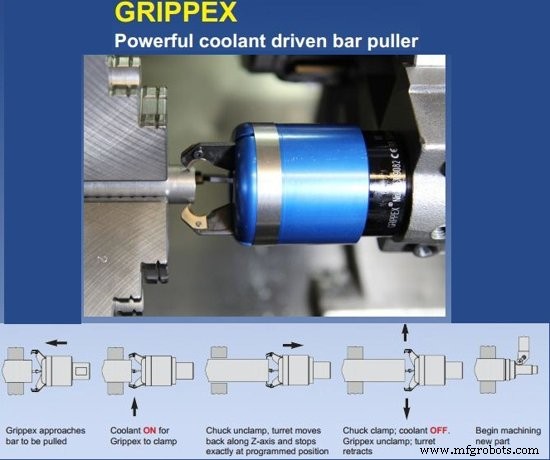
O0001 ;SUB Program G0 T1212 M5 X0. Z30. G1 G98 Z-80. F3000 M8 ;Coolant ON, Grippex clamp G4 U1. ;Dwell M69 ;Chuck unclamp G4 U0.1 ;Dwell G1 Z-1. ;Pulling-out the bar to a specific z-extent M68 ;Chuck clamp M9 ;Coolant OFF, Grippex unclamp G0 G99 Z... ;Leave the bar X... M99 %
CNC 기계
제출자:BEATA 요약 CNC 프로그램에서 직접 각도를 제공하는 방법을 보여주는 CNC 프로그램 예 그림/이미지 CNC 프로그램 O0012;N10 G10 P0 Z-200;N20 T303; (PROFILING)N30 G50 S2200;N40 G96 G99 S230 F0.12 M4 M8 M200;N50 G0 X0 Z3;N60 G1 Z0 ; (P1)N70 ,A90 R6; (FIRST ANGLE)N80 X50 Z-25 ,A165; (SECOND ANGLE A165 comes from 180°-15°=165°)N90 ,A180N100 X
GTCNC-150iM-II G 코드 M 코드 밀링 머신 및 머시닝 센터용 GREAT-150iM-II 또는 GTCNC-150iM-II G 코드 M 코드 G 코드 G 코드 설명 G00 신속한 포지셔닝 G01 선형 보간 G02 원형/나선형 보간 CW G03 원형/헬리컬 보간 CCW G33 스레딩 G04 드웰 G15 극좌표 명령 취소 G16 극좌표 안내 G17 X-Y 평면 선택 G18 Z-X 평면 선택 G20 인치 입력(영문법) G21 밀리미터 입력(미터법) G28/G281/G282/G283 첫 번째 기준점으로