

CNC 기계

산업 제조
제출자:Brian
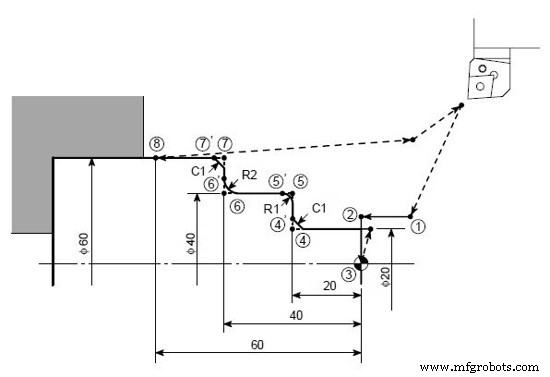
O0001; N1; G50 S1500; G00 T0101; G96 S200 M03; X30.0 Z20.0 M08; G01 Z0 F1.0; X0 F0.2; G00 X20.0 Z1.0; G01 Z−20.0, C1.0; X40.0 , R1.0; Z−40.0 , R2.0; X60.0 , C1.0; Z−60.0; G00 U1.0 Z20.0; X200.0 Z150.0 M09; M01;
CNC 기계
제출자:Brian 요약 G02 G03 G-Codes로 Arc Radius를 가공하기 위한 기본적이고 이해하기 쉬운 cnc 선반 프로그램 예제 그림/이미지 CNC 프로그램 N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S360 N15 G01 X30 F30 N20 G03 X50 Z-10 R10 N25 G01 Z-40 N30 G02 X70 Z-50 R10 N35 G01 Z-100 N40 G00 X100 N45 G00 Z10 N50 M05 N55 M30
제출자:CNC 프로그래머 요약 Haas 코너 라운딩 및 모따기모따기의 경우 모따기 길이가 표시된 C가 사용됩니다.반경 a의 경우 반경 크기가 표시된 R이 사용됩니다.모따기 또는 모서리 라운딩 블록 두 개의 선형 또는 G01 블록 사이에 삽입될 수 있습니다. 이 두 블록은 두 선형 이동의 교차점 모서리를 지정합니다. 그림/이미지 CNC 프로그램 O00025T2 M06 (.5 END MILL) (D=.5)G00 G90 G54 X-1.5 Y0 S5000 M03G43 H02 Z1. M08G01 Z-0.5 F80.G01 G41 D02 Y