

CNC 기계

산업 제조
제출자:cnc 프로그래머
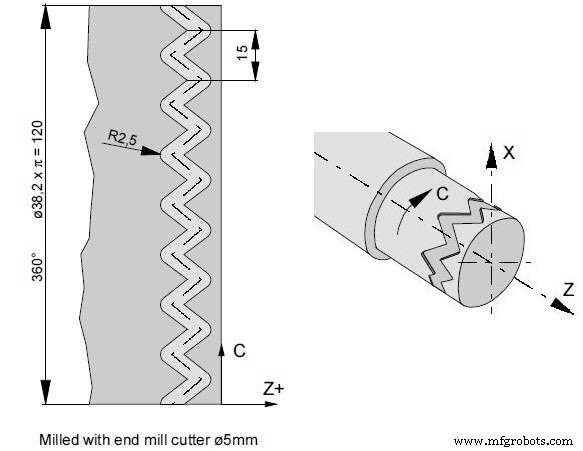
O0002 (Cylindrical Interpolation) N15 T0505 N25 M13 (Driven tool ON clockwise) N30 G97 S2000 N32 M52 (Positioning of the spindle C-axis ON ) N35 G07.1 C19.1 (Start of the interpolation / blank part radius ) N37 G94 F200 N40 G0 X45 Z-5 N45 G1 X35 C0 Z-5 N50 G1 Z-15 C22.5 N55 Z-5 C45 N60 Z-15 C67.5 N65 Z-5 C90 N70 Z-15 C112.5 N75 Z-5 C135 N80 Z-15 C157.5 N85 Z-5 C180 N90 Z-15 C202.5 N95 Z-5 C225 N100 Z-15 C247.5 N105 Z-5 C270 N110 Z-15 C292.5 N115 Z-5 C315 N120 Z-15 C337.5 N125 Z-5 C360 N130 X45 N135 G07.1 C0 (End of interpolation) N140 M53 (C-axis OFF) N145 G0 X80 Z100 M15 N150 M30
CNC 기계
G15 극좌표 보간 종료 G15 극좌표 보간 종료 프로그래밍 G15 G16 극좌표 보간 시작 G16 극좌표 보간 시작 프로그래밍 G16 G16과 G15 사이의 지점은 극좌표로 정의할 수 있습니다. 극좌표를 프로그래밍할 수 있는 평면은 G17 – G19로 선택합니다. 첫 번째 축의 주소로 반경이 프로그래밍되고,두 번째 축의 주소로 각도가 프로그래밍되며,둘 다 공작물 영점과 관련됩니다. 예 N75 G17 G16N80 G01 X50 Z30first axis: radius X=50second axis: angle Y=30
제출자:Vikram 요약 반경이 많은 CNC 프로그래밍 예제. 여러 관절을 함께 호(반지름)로 절단하는 방법을 보여주는 완전한 프로그램입니다. 그림/이미지 CNC 프로그램 O0005;N10 G10 P0 Z-165;N20 T404;N30 G50 S2000;N40 G96 S200 G99 F.2 M4 M8 M200;N50 G0 X69.282 Z2;N60 G1 Z-20;N70 G3 X69.282 Z-60 R40;N80 G2 X69.282 Z-100 R40;N90 G1 Z-105;N100 G0 X150;N110 Z10;N120 M30;