

CNC 기계

산업 제조
CNC 기계의 통조림 사이클은 초보자 수준의 CNC 기계 기술자가 배우고 프로그래밍하기 어려워 보이지만 장기적으로는 효과가 있습니다.
통조림 사이클은 몇 가지 매개변수를 변경하여 가공 요구에 따라 동작을 완전히 변경할 수 있기 때문에 CNC 기계공의 작업을 쉽게 만듭니다.
다음은 Fanuc G72 페이싱 사이클의 사용 및 프로그래밍을 보여주는 cnc 프로그램 예제 코드입니다.
Fanuc G72 페이싱 사이클은 트래버스(X축) 방향으로 절단하여 부품 표면에서 여분의 재료를 제거하는 데 사용됩니다.
관련:
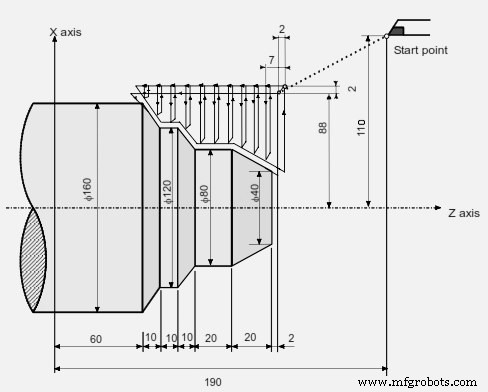
샘플 프로그램 Fanuc G72 페이싱 사이클
N011 G50 X220.0 Z190.0 N012 G00 X176.0 Z132.0 N013 G72 P014 Q019 U4.0 W2.0 D7000 F0.3 S550 N014 G00 Z56.0 S700 N015 G01 X120.0 W14.0 F0.15 N016 W10.0 N017 X80.0 W10.0 N018 W20.0 N019 X36.0 W22.0 N020 G70 P014 Q019
위의 코드는 가공 윤곽이 G72 P014 Q019
와 같이 N014에서 N019까지임을 보여줍니다.G72 통조림 사이클은 D7000(7mm)을 각각 절단합니다.
X축 정삭 공차는 U4.0이고 Z축은 W0.2입니다.
고정 사이클 동안 공구 이송은 F0.3이 되고 스핀들 속도는 블록 N013에 지정된 대로 S550이 됩니다.
고정 사이클 완료 후 G70 마무리 사이클은 P014 Q019와 동일한 블록 번호로 호출됩니다.
이송 및 스핀들 속도는 일반 CNC 프로그램처럼 정상적으로 작동합니다.
스핀들 속도는 블록 N014에 지정된 S700이 됩니다.
공구 이송은 블록 N015에 지정된 대로 F0.15가 됩니다(이 이송은 이후 블록에 지정된 다른 이송 속도가 없으므로 G70 전체에서 활성화됨)
CNC 기계
제출자:기계공 요약 구성 요소가 도구와 마주하는 방법을 보여주는 간단한 CNC 선반 프로그램입니다.이는 도구 이동도 보여줍니다. 그림/이미지 CNC 프로그램 %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00 X54 Z-2 M03 M08N40 G01 X-1N50 G00 X200 Z200 M09N60 M30
제출자:Vikram 요약 G72 페이싱 사이클을 사용하여 구성 요소의 전체 외부 윤곽을 절단하는 CNC 선반 프로그램입니다. 그림/이미지 CNC 프로그램 G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02 X17 Z-34.69 R3; G01 Z-31.69; G03 X 11.25 Z -28.69 R3; G01 Z-10.0; G03 X2.0 Z-5.