

CNC 기계

산업 제조
제출자:BEATA
NUM cnc 사이클의 사용을 보여주는 NUM CNC 선반 프로그램 예,
G64 회전/면 황삭 사이클
G65 그루브 황삭 사이클
G87 칩 브레이킹이 있는 드릴링 사이클
다중 툴링이 사용됨 이 전체 CNC 가공 작업을 완료합니다.
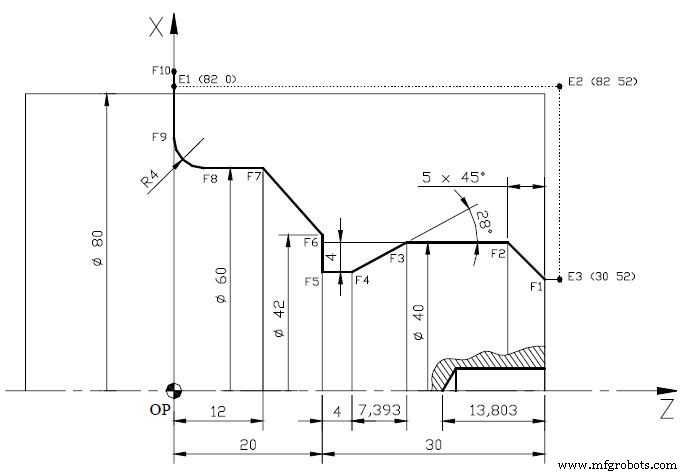
%1111 (EBAUCHE T2 D2) (FINITION T3 D3) (CENTRAGE DIAM 5 T7 D7) (PERCAGE DIAM 6 T8 D8) N10 G90 G71 G40 G80 G92 S4000 (INITIALIS) (USINAGE EBAUCHE PARAXIAL) N20 G0 G52 X0 Z0 N30 T1 D1 M6 (OUTIL EBAUCHE) N40 G95 F0.1 N50 G97 S800 N60 M3 M42 N70 G0 G42 X82 Z52 (E2) N80 G96 S80 N90 G64 N490 N400 I1 K1 P2 N100 G1 X82 Z0 (E1) N110 X82 Z52 (E2) N120 X30 Z52 (E3) N130 G80 X55 Z54 (DEGAGEMENT) (EBAUCHE POCHE) N140 G0 X44 Z33 (DEPART DE GORGE) N150 G65 N460 N410 EA-152 P2 Z20 I1 K1 N160 G97 S600 M9 N170 G0 G52 X0 Z0 (CENTRAGE) N180 T7 D7 M6 (FORET A CENTRER DIAMETRE 5/CENTER DRILL) N190 G95 F0.05 N200 G0 X0 Z53 N210 G97 S1400 N220 G87 X0 Z45 M8 N230 G0 G80 Z53 M9 N240 G97 S600 N250 G0 G52 X0 Z0 (PERCAGE) N250 T8 D8 M6 (FORET DIAMETRE 6/DRILL 6) N260 G95 F0.05 N270 G0 X0 Z53 N280 G97 S1325 N290 G87 X0 Z36.197 P6 Q3 EF2 M8 N300 G0 G80 Z53 M9 N310 G97 S600 N320 G0 G52 X0 Z0 (FINITION/Finishing) N330 T2 D2 M6 N340 G95 F0.08 N350 G97 S800 N360 M3 M42 N370 G0 X5 Z53 N380 G96 S90 N390 G1 G41 X0 Z50 (F0) N400 X30 Z50 (F1) N410 X40 Z45 (F2) N420 X40 Z31.393 (F3) N430 X32 Z 24 (F4) N440 X32 Z20 (F5) N450 X42 Z20 (F6) N460 X60 Z12 (F7) N470 X60 Z4 (F8) N480 G2 X68 Z0 R4 (F9) N490 G1 X86 Z0 M9 (F10) N500 G0 G40 X88 Z0 (DEGAGEMENT) N510 G97 S800 N520 G0 G52 X0 Z0 M5 N530 M2
CNC 기계
Osai 10 시리즈를 사용하면 프로그래머가 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어(GTL)인 GTL을 사용하여 cnc 프로그램을 만들 수 있습니다.다음은 완전한 Osai GTL 프로그래밍 예제입니다. Osai CNC GTL 프로그램 예시 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y
제출자:cnc 프로그래머 요약 간단한 프로그램이 CNC 선반 기계에 이미 뚫린 부품을 보링하는 방법을 보여주는 CNC 프로그래밍 예입니다. 그림/이미지 CNC 프로그램 O0003;N10 G10 P0 Z-85;N20 T606;N30 G50 S2000;N40 G96 G99 S180 F.2 M4 M8 M200;N50 G0 X44 Z2;N60 G1 Z0;N70 X40 Z-2 F.15;N80 Z-40 F.2;N90 X35;N100 G0 Z5;N110 X200 Z100;N120 M30;