

CNC 기계

산업 제조
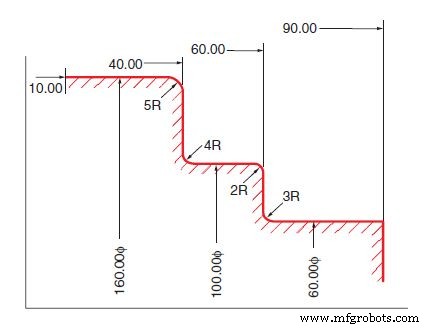
Okuma G76 G 코드는 날카로운 모서리를 둥글게 만드는 데 사용됩니다.
G76 X Z L
| 매개변수 | 설명 |
|---|---|
| X, Z | 교차점 좌표 |
| L | 라운딩 원의 반경. 축 이동 방향에 따라 부호가 결정됨 Z축(X축)이 X축(Z축) 이후 양의 방향으로 이동할 때 "+" ) 동작. X축(Z축) 동작 후 Z축(X축)이 음의 방향으로 동작할 때 “-”. |