

CNC 기계

산업 제조
코너 라운딩 엔드밀은 일반적으로 공작물에 특정 반경을 추가하거나 마무리 작업에서 날카로운 모서리 또는 버를 제거하는 데 사용됩니다. 도구를 선택하기 전에 다음 고려 사항을 숙고하십시오. 올바른 도구를 선택하면 사용 수명이 긴 강력한 도구와 원하는 치수 품질을 얻을 수 있습니다. 잘못된 선택은 부분적으로 부정확하고 수준 이하의 경험을 초래할 수 있습니다.

파일럿 직경(위 이미지의 D1)은 도구의 한계를 결정합니다. 파일럿 직경이 더 크면 공구를 더 낮은 속도로 실행할 수 있습니다. 그러나 파일럿 직경이 작을수록 유효 커터 반경이 더 크기 때문에 공구를 더 빠르게 실행할 수 있습니다. 유효 커터 직경은 반경 대 파일럿 비율에 따라 다음 방정식으로 결정됩니다.
더 큰 파일럿 직경은 반경 뒤에 추가된 재료로 인해 더 작은 파일럿 직경보다 더 큰 강도를 갖습니다. 좁은 슬롯이나 구멍에서 작업할 때 간극을 위해 더 작은 파일럿이 필요할 수 있습니다. 작은 파일럿은 내부 코너를 가공할 때 더 타이트한 회전을 허용합니다.
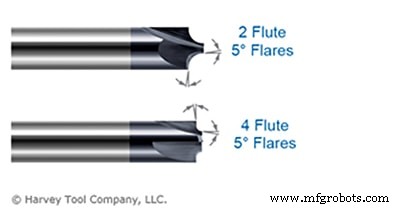
부품에 전체 반경을 설정하면 공작물에 단차나 오버컷이 남을 가능성이 있습니다. 이것은 도구가 완전히 조정되지 않았거나 약간의 흔들림이나 진동이 있는 경우 발생할 수 있습니다. 파일럿과 숄더의 약간의 5° 플레어가 공작물의 반경을 부드럽게 혼합하고 초과 절단을 방지합니다.
플레어형 코너 라운딩 엔드밀은 불완전한 반경을 남기지만 더 많은 관용성을 허용합니다. 또한 이 도구는 깨끗한 표면 마무리를 남기고 남은 자국을 청소하기 위해 두 번째 마무리 작업이 필요하지 않습니다. 플레어링되지 않은 모서리 반경은 공작물에 완전한 반경을 남기지만 단차가 없는지 확인하려면 더 많은 설정 시간이 필요합니다.
코너 라운딩 엔드밀과 백 코너 도구 중에서 선택하는 것은 가공 중인 부품의 위치로 요약됩니다. Back Corner Rounding End Mill은 스핀들과 반대 방향을 향한 부분의 반경을 지정하는 데 활용되어야 합니다. 재료를 회전할 수 있고 전면 코너 라운딩 엔드밀이 사용되지만, 이는 불필요한 시간을 소비하고 사이클 시간을 증가시킵니다. 백 코너 라운딩 엔드밀을 사용할 때 헤드 직경에 대한 적절한 여유 공간이 있는지 확인하고 올바른 리치 길이를 사용하십시오. 간격이 충분하지 않으면 공작물을 조정해야 합니다.

이러한 도구는 종종 2, 3, 4 플루트 스타일로 제공됩니다. 2개의 플루트 스타일은 일반적으로 알루미늄 및 비철 재료에 사용되지만 3개의 플루트는 강보다 부드러워 공구 수명에 영향을 미치지 않고 더 큰 칩을 채취할 수 있기 때문에 이러한 재료에 대해 빠르게 인기 있는 선택이 되고 있습니다. 여러 날에 마모를 분산시켜 공구 수명을 연장하려면 강을 가공할 때 4개의 플루트를 선택해야 합니다. 4개의 플루트 버전은 2개 또는 3개의 플루트 도구에 비해 더 높은 피드에서 실행할 수도 있습니다.
최고의 코너 라운딩 엔드밀은 작업에 따라 다릅니다. 일반적으로 말해서 가능한 가장 큰 파일럿 직경의 공구를 선택하는 것이 가장 좋은 방법입니다. 이 공구는 더 큰 유효 커터 직경으로 인해 강도가 가장 높고 전력이 덜 필요하기 때문입니다. 플레어형 코너 라운더는 가공물이 불완전한 반경을 가질 수 있는 경우 혼합 목적으로 선호됩니다. 이렇게 하면 더 많은 관용성을 허용하고 설정 시간을 절약할 수 있기 때문입니다. 그러나 그렇지 않은 경우 플레어가 없는 코너 라운더를 사용해야 합니다. 종종 그렇듯이 플루트 수 중에서 선택하는 것은 주로 사용자의 선호도에 따라 결정됩니다. 부드러운 재료는 일반적으로 더 적은 수의 플루트가 필요합니다. 재료가 단단해지면 도구의 플루트 수가 증가해야 합니다.
CNC 기계
제출자:CNC 프로그래머 요약 Haas 코너 라운딩 및 모따기모따기의 경우 모따기 길이가 표시된 C가 사용됩니다.반경 a의 경우 반경 크기가 표시된 R이 사용됩니다.모따기 또는 모서리 라운딩 블록 두 개의 선형 또는 G01 블록 사이에 삽입될 수 있습니다. 이 두 블록은 두 선형 이동의 교차점 모서리를 지정합니다. 그림/이미지 CNC 프로그램 O00025T2 M06 (.5 END MILL) (D=.5)G00 G90 G54 X-1.5 Y0 S5000 M03G43 H02 Z1. M08G01 Z-0.5 F80.G01 G41 D02 Y
Mitsubishi CNC 코너 모따기 / 코너 라운딩 Mitsubishi CNC가 장착된 머시닝 센터에서는 라인만으로 코너를 형성하는 명령 블록 중 첫 번째로 명령할 블록 끝에 ,C_ 또는 ,R_를 추가하여 임의의 각도에서 모따기 또는 코너 라운딩을 자동으로 수행합니다. 미쓰비시 CNC 코너 모따기 “,C_” 모서리는 모따기가 수행되지 않은 경우 적용되는 가상의 시작 모서리와 최종 모서리에서 ,C_로 명령된 길이를 뺀 위치가 연결되는 방식으로 모서리를 모따기합니다. 프로그래밍 N100 G01 X__ Y__ ,C__ ;N200