

CNC 기계

산업 제조
제출자:Vikram
Mark 21 / Mark 25 CNC 컨트롤이 있는 Sodick Wire Cutting EDM CNC 기계의 CNC 프로그램 예.
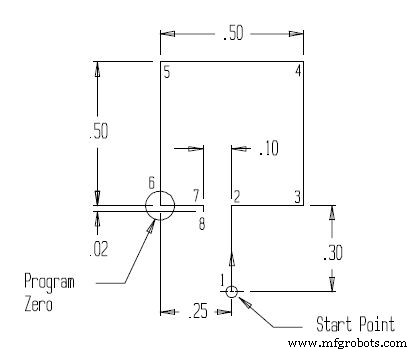
N005 G54 (SELECT COORDINATE SYSTEM A00) N010 G92 X.250 Y-.300 (SET PROGRAM ZERO) N015 G90 (SELECT ABSOLUTE MODE) N020 C411 (SELECT CUTTING CONDITION) N025 G42 H061 (SELECT RIGHT OFFSET AND VALUE) N030 T94 (SUBMERGE MODE ) N031 T91 ( AUTO WIRE THREAD) N035 T84 (HIGH PRESSURE FLUSH ING) N040 G01 Y0 (MOVE UP IN Y) N045 X.5 (MOVE TO THE RIGHT) N050 Y.500 (MOVE UP IN Y) N055 X0 (MOVE TO THE LEFT) N060 Y0 (MOVE TO PROGRAM ZERO) N065 X.150 (MOVE TO MOO POINT) N070 G40 Y-.02 (MOVE TO POINT 8 AND CANCEL OFFSET) N075 M00 (PROGRAM STOP TO SUPPORT PART) N080 G01 X.250 (MOVE TO ENTRY LINE) N090 G01 Y-.300 (MOVE BACK TO START POINT) N095 M02 (END OF PROGRAM)
CNC 기계
제출자:CNC 프로그래머 그림/이미지 CNC 프로그램 N1 [PROFILE 5N2 $1M0X-54.8I205.Y-83.4J82.8N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I5N8 Z100RN9 X50Y-80RN10 Z2RN11 Z-10N12 G42K2N13 G13Y-70J0N14 G21I30N15 G13X90Y-70J45N16 G13X180Y0I12J-15N17 G20N18 G13J165N19 G13X80Y-15J205N20 G13J180N21 G13X50Y-10J135N22 G13J180N23 G21I-
Osai 10 시리즈를 사용하면 프로그래머가 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어(GTL)인 GTL을 사용하여 cnc 프로그램을 만들 수 있습니다.다음은 완전한 Osai GTL 프로그래밍 예제입니다. Osai CNC GTL 프로그램 예시 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y