

CNC 기계

산업 제조
Osai 10 시리즈 CNC 시스템을 사용하면 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어인 GTL을 사용하여 평면에서 기하학적 프로필을 프로그래밍할 수 있습니다.
Osai GTL은 직선과 원으로 구성된 프로파일을 프로그래밍하기 위해 도면에서 제공하는 정보를 사용할 수 있습니다. Osai 10 시리즈 CNC는 이러한 요소 사이의 접점과 교차점을 계산합니다.
Osai GTL 및 표준 프로그래밍 코드는 동일한 프로그램에서 사용할 수 있지만 동일한 프로필에서는 사용할 수 없습니다.
GTL에는 절대 프로그래밍 모드(G90)가 필요합니다.

Osai GTL은 소문자를 사용합니다
NAME INDEX =<식>
여기서
이름 기하학적 요소에 대한 기호 중 하나입니다. 예:
o는 기준 원점을 정의합니다.
p는 점을 정의합니다.
I는 직선을 정의합니다.
c는 원을 정의합니다.
색인 NAME 기하학적 변수(요소)의 수를 정의합니다.
0에서 최대 구성 한계까지의 수입니다.
표현 기하학적 요소를 정의하는 모든 정보를 제공합니다.
요소 정의의 예:
o1 =X30 Y30 a45
p1 =o1 X15 Y15
p2 =X60 Y30
l1 =p1, p2
l2 =X30 Y50, a45
c1 =l1,l2,r15
l3 =X0 Y0, X100 Y60
p3 =l3, c1
c2 =p3,r8
예1
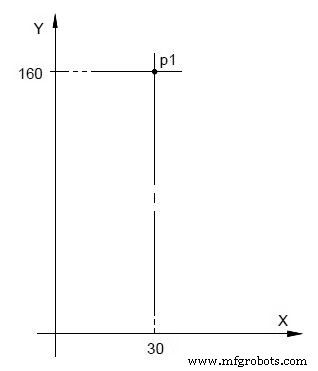
p1 = X30 Y160
예시 2
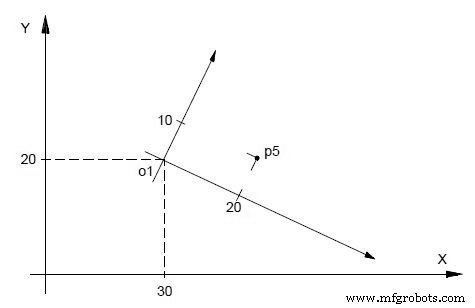
o1 = X30 Y20 a-20 p5 = o1 X20 Y10
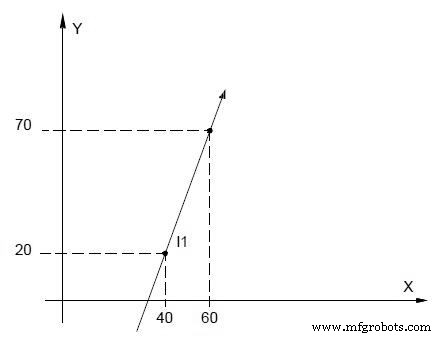
l1 = X40 Y20, X60 Y70
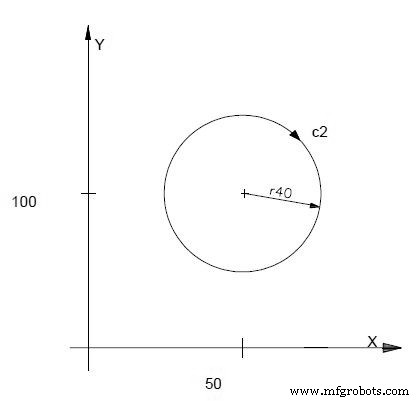
c2=I50J100r-40
CNC 기계
Osai GTL(고급 프로그래밍 언어)을 사용한 Osai 10 시리즈 프로그래밍 예제 Osai GTL 프로그래밍 예제 N1 (DIS,EXAMPLE GTL)N2 l1=X-50Y10,X30Y50N3 l2=X30Y50,X70Y10N4 l3=X70Y0,a-90N5 l4=X=Y-20,a180N6 l5=X10Y-20,X0Y0N7 l6=X0Y0,X-10Y-20N8 l7=X-50Y0,a90N9 c1=I-10J40r18N10 c2=I50J30r-14N11 c3=I40J-20r10N12 S...M...T3.3M6M....N13 G0X-30Y0N1
Okuma G73 고속 심공 드릴링 사이클 G73 고속 심공 드릴링 사이클 프로그래밍 G73 X__Y__Z__R__P__Q__F__ 매개변수 매개변수 설명 X,Y 홀 위치 좌표값 Z 구멍 바닥 레벨G90 모드에서: 선택한 좌표계에서의 위치 G91 모드: 포인트 R 레벨로부터의 거리 R 포인트 R 레벨 피 홀 바닥에서의 체류 시간 Q 펙킹 금액(양수, 증분 값) F 이송 속도 가공 순서 (1) 급속이송으로 X축, Y축 방향으로 위치결정(2) 급속이동으로 R점 위치까지 위치결정(3) a에서 Q로 지정한