하이브리드의 대형 적층 공구:대형 부품을 위한 더 가볍고 빠르며 저렴한 금형
30년 이상 동안 상업용 항공기는 복합 재료를 점점 더 많이 수용해 왔습니다. 사실, 오늘날 주요 상업용 항공기의 여러 모델에 있는 중요한 구조 구성요소의 절반 이상이 복합재입니다. 부품의 부피와 크기 면에서 이러한 재료의 사용이 증가함에 따라 이러한 부품을 보다 신속하게 프로토타입 및 제조하기 위한 도구, 특히 저렴한 도구를 만드는 것이 점점 더 어려워졌습니다. 예를 들어, Airbus SE(네덜란드 레이덴)의 A350 XWB 날개는 각각 길이 32m, 너비 6m이며 지금까지 생산된 가장 큰 복합 항공 구조물 중 일부를 나타냅니다.
"현재 시장에는 획기적인 제조 기술이 있어 도구의 진화에 큰 진전을 기대할 수 있으며, 이는 항공기 복합 부품 개발에서 직면한 문제를 해결하는 데 도움이 됩니다."라고 의 복합 제조 엔지니어인 M. Pilar Muñoz Lopez가 말했습니다. Airbus의 스페인 Illescas 공장 "미래에 대비할 수 있도록 이러한 기술, 기능 및 한계를 조사하는 것이 중요합니다."
툴링이 항공 구조 부품에 대한 총 프로그램 비용의 상당한 부분을 차지한다는 점과 이러한 부품의 크기가 증가함에 따라 비용과 리드 타임이 더 낮은 새로운 툴링 옵션이 필요합니다. Airbus, Northrop Grumman Aeronautics Systems – Aerospace Structures Business Unit(미국 유타주 클리어필드) 및 University Dayton Research Institute(UDRI, 미국 오하이오주 데이튼)의 고무적인 결과입니다.
열팽창 문제 해결
탄소 섬유 강화 플라스틱(CFRP) 항공기 구조의 대부분은 에폭시 매트릭스 프리프레그로 생산됩니다. 이러한 부품을 성형하려면 툴링이 최대 180°C/356°F의 오븐 또는 오토클레이브 경화 온도를 견뎌야 합니다. 또한 CFRP의 매우 낮은 (선형) 열팽창 계수(CLTE 또는 CTE)를 고려할 때 실온 및 고온에서 공구 및 성형 재료 CLTE를 가능한 한 가깝게 일치시키는 것이 중요합니다. 이렇게 하면 결과 부품도 치수 요구 사항을 충족할 수 있도록 금형의 치수가 유지됩니다. 최종 구조에서 변형이나 응력을 방지하려면 부품 재료보다 빨리 냉각되는 도구 재료를 사용하지 않는 것도 중요합니다. 결과적으로 대형 CFRP 항공 구조를 성형하는 데 사용되는 가장 일반적인 도구는 CFRP 자체 또는 낮은 CLTE로 알려진 니켈과 철의 철 합금인 Invar로 만들어집니다. 둘 다 비용이 많이 들고 상당한 리드 타임을 가질 수 있습니다. 또한 Invar는 기계 가공이 어렵고 시간이 많이 걸리며 배송이 무겁습니다. 강철 또는 알루미늄 도구는 비용을 절감할 수 있지만 상대적으로 높은 CLTE 값은 특히 크거나 긴 부품을 성형할 때 많은 응용 분야에서 사용을 제한합니다.
많은 공공 및 민간 부문 연구에서 열가소성 재료로 인쇄된 적층 제조 도구를 평가했으며 열경화성 라미네이트 복합 재료를 생산하기 위한 비용 절감 및 리드 타임 단축 등의 이점을 잠재적으로 제공한다고 결론지었습니다. 불행히도 폴리머 기반 LFAM 툴링은 툴 다공성과 같은 문제가 있어 경화 온도/압력에서 상당한 진공 손실을 유발할 수 있습니다. 이 문제를 해결하려면 추가 도구 충전 재작업 및 표면 코팅이 필요합니다. 더 큰 문제는 압출/인쇄 중 면내 공급원료 필러 정렬로 인해 매우 이방성인 CLTE 값으로, 이는 X 및 Y 인쇄 축보다 Z축에서 5-10배 더 큰 팽창/수축 차이로 이어질 수 있습니다. 따라서 치수가 정확한 부품을 반복적이고 재현 가능하게 얻는 것이 어렵습니다. 특히 부품이 크고 종횡비가 높거나 복잡한 표면이 있는 경우에 그렇습니다.
구조 재료 부문의 고급 제조 공정 개발 팀장인 Scott Huelskamp는 "적층 툴링에 관심이 있는 모든 사람은 다공성 및 제어되지 않는 열팽창과 같은 문제를 해결할 수 있는 효과적인 방법이 거의 없는 동일한 문제에 직면해 있습니다."라고 설명합니다. "AM 도구를 사용하고 싶어하는 사람들이 많지만 이러한 문제를 해결해 줄 누군가를 기다리고 있습니다."
툴링 비용과 리드 타임을 줄일 수 있는 AM의 잠재력을 감안할 때, 업계는 새로운 인쇄 가능한 재료, 프린터 하드웨어 수정 및 혁신적인 모델링 접근 방식을 탐색하여 확장 문제를 해결하는 데 상당한 노력을 집중했습니다. 예를 들어, 일부 그룹은 CLTE 차이를 해결하기 위해 AM 도구를 설계하기 위한 "보상 값"을 개발했습니다. 그러나 Huelskamp는 어떤 사용하는 보상 값은 어렵고 오류가 발생하기 쉽습니다. 또한 이러한 접근 방식은 암 캐비티 도구 및 도구의 열 순환 중에 부품을 손상시킬 수 있는 다이 잠금 조건을 생성하는 길이를 줄이는 기능이 있는 도구에 효과적이지 않습니다.
"그런 종류의 문제를 해결할 보상 요소는 없습니다."라고 그는 덧붙입니다. “지금까지 AM 툴링 연구는 고온에서 낮은 등방성 CTE 값의 필요성을 완전히 해결하지 못했습니다. 이 특성이 없으면 도구 크기와 형상이 항상 제한되고 더 큰 도구는 경화 온도에서 더 높은 치수 오류를 겪습니다.”
LFAM 툴링 문제를 해결하기 위한 새로운 접근 방식을 시도하기 위한 노력의 일환으로, Institute for Advanced Composites Manufacturing Innovation(IACMI, Knoxville, Tenn., 미국)의 후원 하에 여러 회원 회사에서 18개월 프로젝트를 수행했으며 미국의 지원을 받았습니다. Department of Energy and Jobs오하이오(오하이오주 콜럼버스). 팀은 UDRI가 이끌었고 Airbus와 Northrop Grumman이 포함되었습니다. 이들 조직은 이전에 IACMI 내부 및 외부에서 다른 연구에 협력한 적이 있으므로 서로의 능력에 대해 잘 알고 있었습니다.
"무차별 대입" 접근 방식
UDRI는 이미 AM 툴링 연구에 대한 상당한 경험을 갖고 있으며 미국 AM 컨소시엄인 America Makes(미국 오하이오 주 영스타운)의 회원입니다. 또한 연구소는 금속 지지대가 있는 AM 구조와 관련된 미 공군에 대한 연구를 수행했으며 순수 AM 도구에 대해 BAAM(Big Area Additive Manufacturing) 프린터 제조업체인 Cincinnati Inc.(미국 오하이오주 해리슨)와 협력했습니다.
Huelskamp는 "우리는 3D 프린터용 새 공급 원료에 대해 맞춤형 배합기로 작업하기도 했지만 우리가 하고 있는 어떤 것도 크게 진전되지 않은 것 같았고 우리보다 더 이상 성공을 거둔 다른 사람을 알지 못했습니다."라고 회상합니다. “그때 우리는 문제를 다르게 접근할 생각을 했습니다. AM 자료가 동작하는 방식을 변경하거나 해당 동작을 직접 예측할 수 없다면 , 그러면 우리가 원하는 방식으로 간접적으로 행동하도록 강제할 수 있습니다. .” Huelskamp가 "무차별 대입" 접근 방식이라고 부르는 방식을 취함으로써 UDRI는 기존 열가소성 합성물을 위한 CFRP 페이스 스킨 AM 코어.
프로젝트의 목표는 간단했습니다. 항공 구조용 대형 도구를 만드는 데 더 저렴하고 더 빠른 방법을 찾는 것이었습니다. 팀은 비용을 50% 절감하고 후속 테스트를 위해 최소 10개의 허용 가능한 프로토타입 또는 소량 생산 부품을 생산하는 옵션을 찾았습니다.
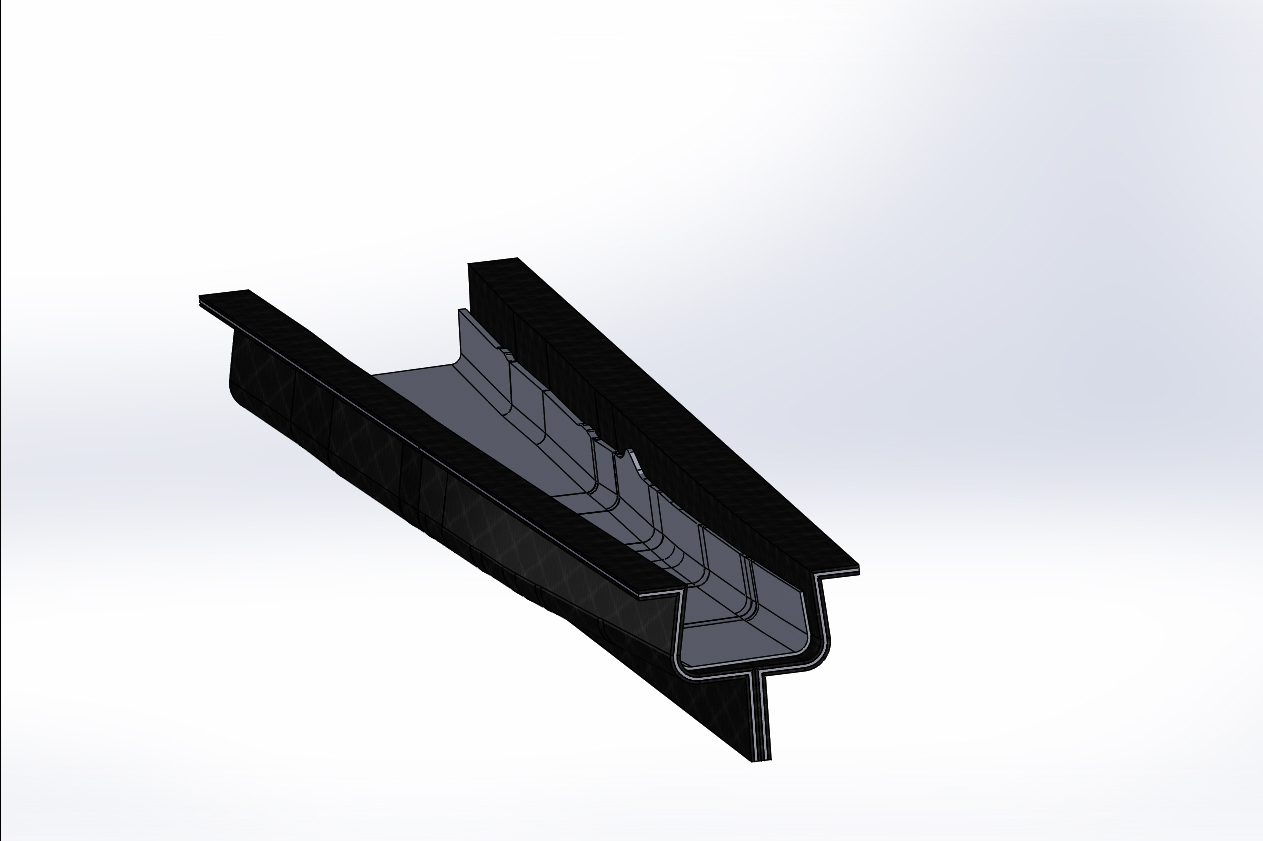
팀은 샌드위치 구조를 사용하여 Airbus의 도구 데이터를 사용하여 일반 날개 날개 부분의 단면에 대한 도구를 생산하기로 결정했습니다. UDRI 시설의 공간 제한으로 인해 전체 규모 C-스파의 일부만 성형하기 위한 도구를 생산하는 것 외에는 주요 설계 변경 사항이 없었습니다.
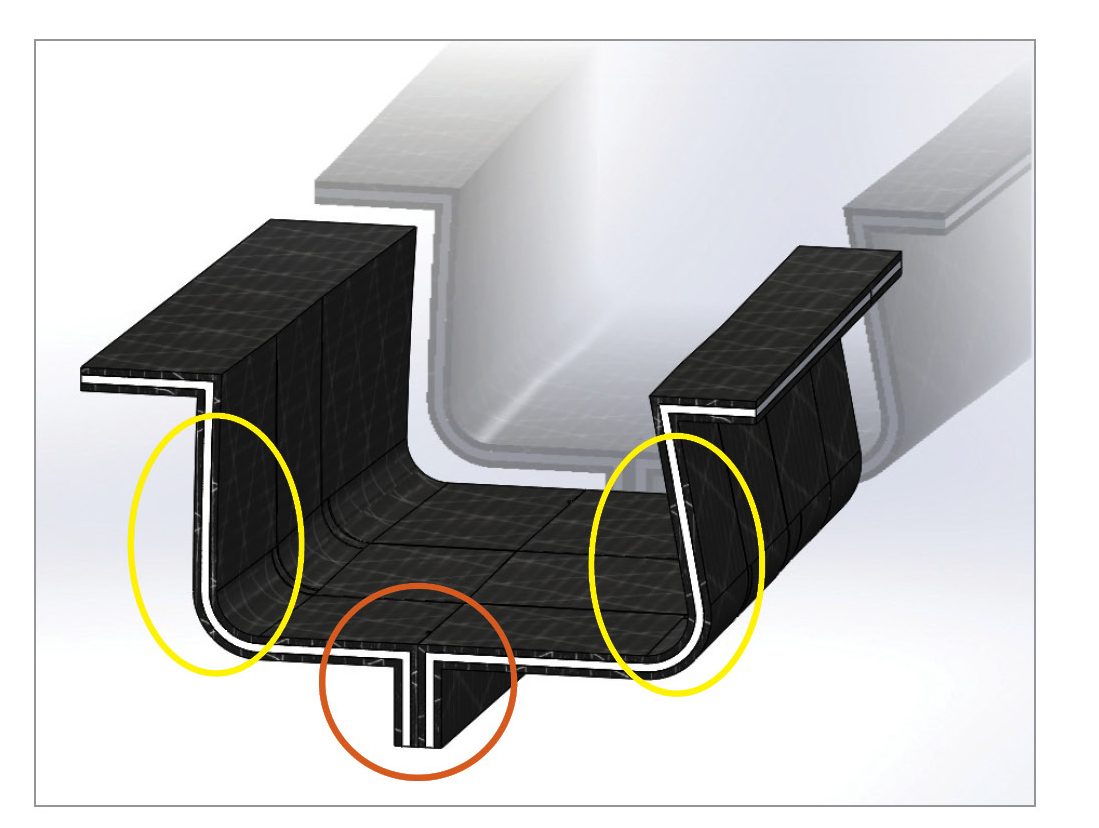
암형 도구는 단단한 도구 표면을 사용하여 중요한 부품 형상이 형성되도록 설계되었습니다. 이 스파 캡 도구는 네거티브 드래프트와 다이 잠금 상태를 생성하는 약간의 안쪽 각도를 가지고 있어 일체형 도구입니다. 이로 인해 연구원들은 개스킷/코드스톡을 사용하여 밀봉된 분할 도구로 설계를 수정했습니다. 위험을 완화하기 위해 팀은 개념을 입증하기 위해 0.6미터/2.0피트 하위 스케일 도구로 시작했습니다. 도구 개발 프로세스와 해당 도구에서 생산된 프로토타입 부품이 테스트되고 작동하는 것으로 확인되면 팀은 프로토타입 테스트를 위해 스파의 더 큰 부분을 성형하기 위해 3.3미터/11피트 길이의 더 큰 도구를 만들었습니다.
CFRP 툴링은 CLTE 값이 매우 낮고 Invar보다 가벼우며 프로토타입/소량 생산 부품용이었기 때문에 팀은 CFRP 페이스 스킨을 사용하여 AM 코어를 구속하기로 결정했습니다. 스킨은 Hexcel(Corp., Stamford, Conn., U.S.)의 Hextool M81 에폭시 툴링 프리프레그로 만들었습니다.
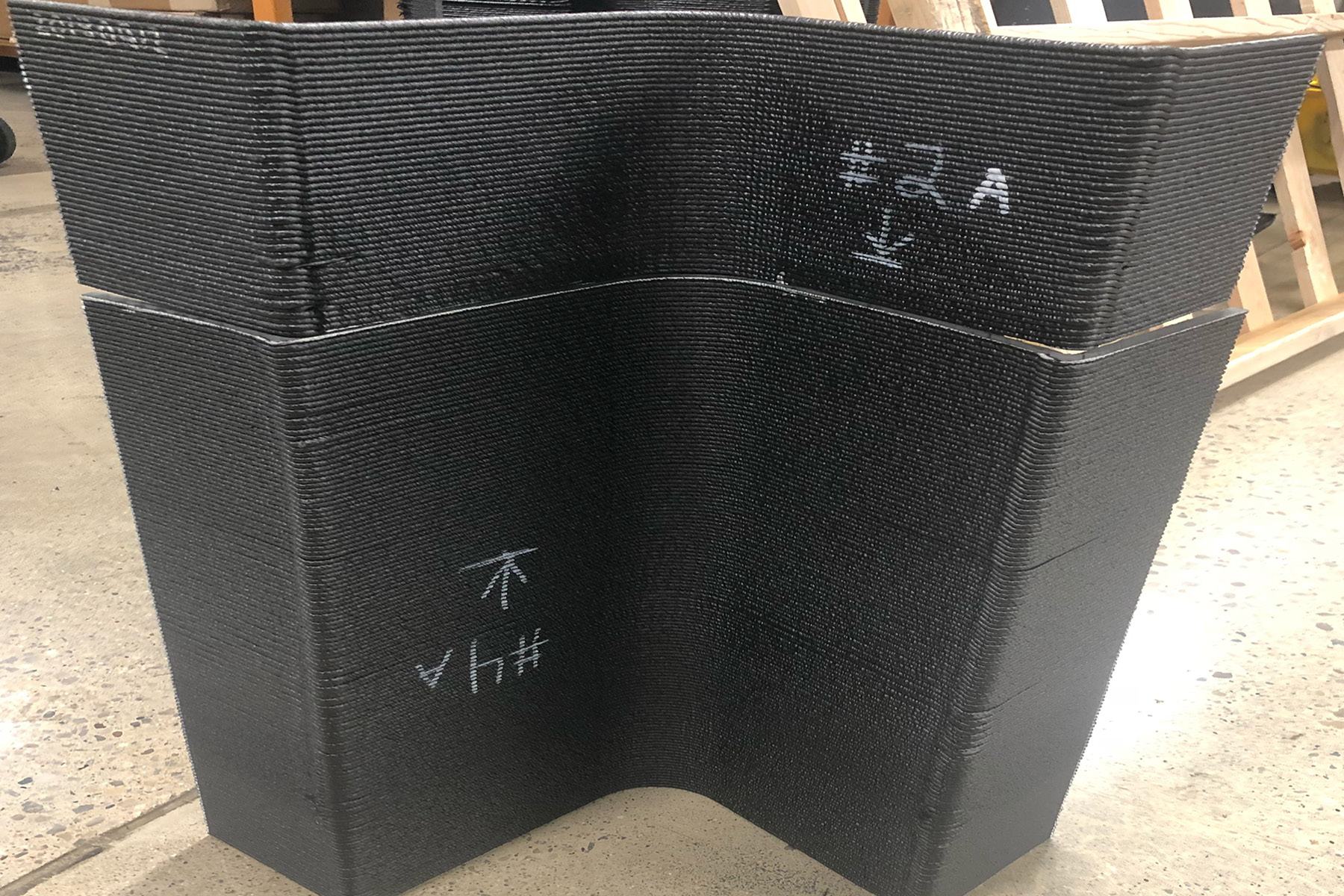
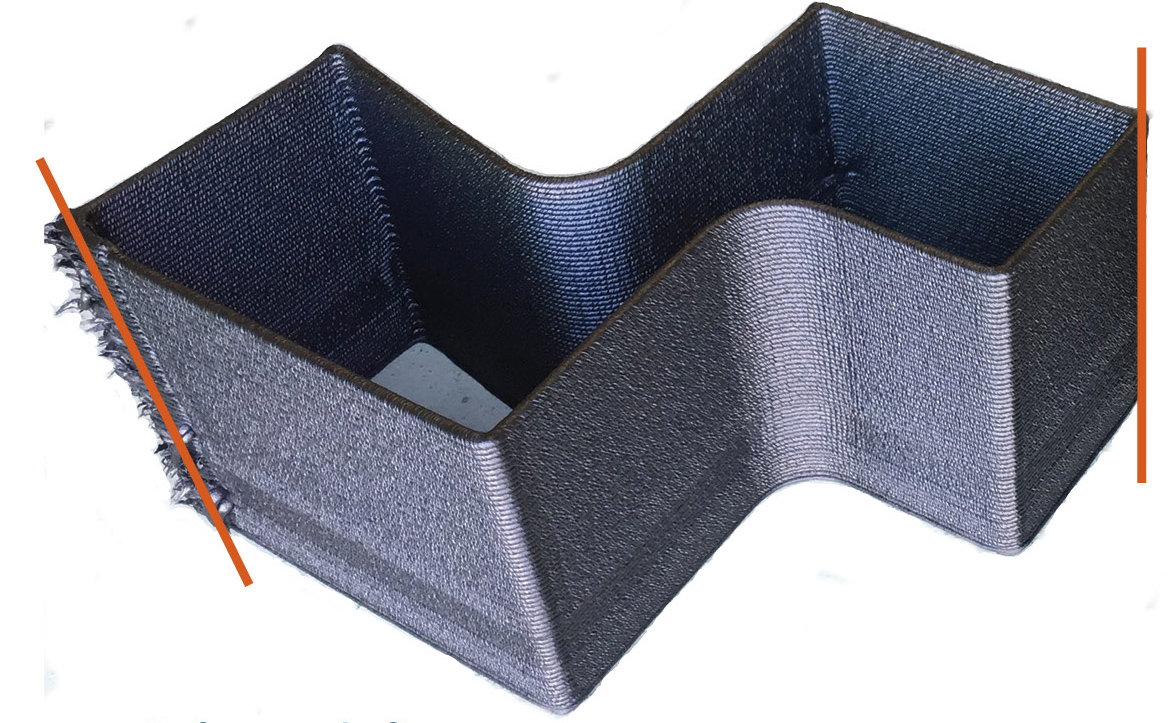
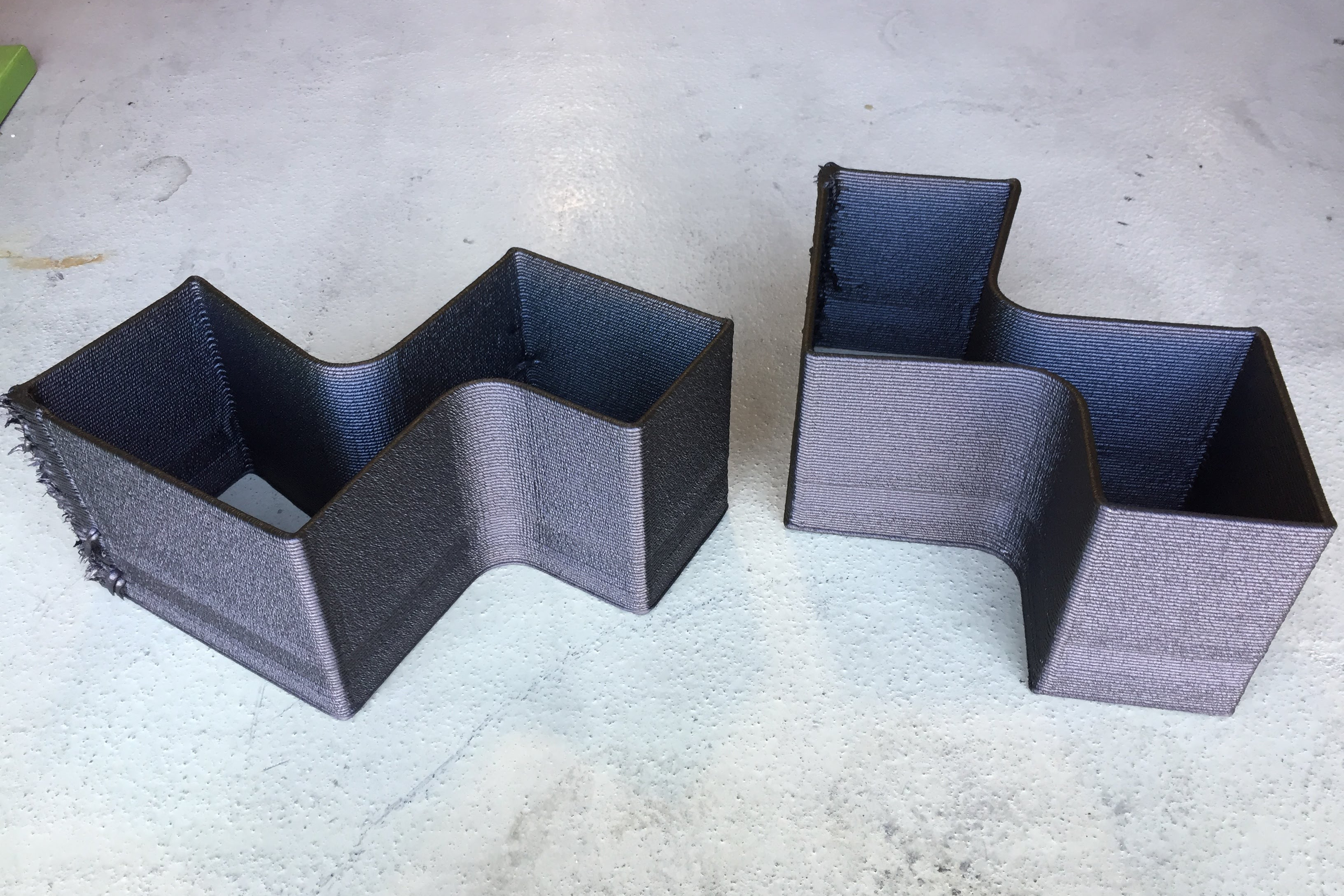
상단 이미지는 인쇄 후 절단선을 나타내는 빨간색 선이 있는 하위 스케일, BAAM 인쇄 도구의 오른쪽 절반의 한 섹션을 보여줍니다. 하단 이미지는 섹션이 함께 결합된 후 오른쪽 절반 도구를 보여줍니다. 사진 제공:데이턴 대학교 연구소.
재료 형식은 Hexcel의 8552 강화 에폭시가 함침된 잘게 잘린 탄소 섬유의 제곱미터당 59온스 매트였습니다. 이 재료는 거의 등방성 특성으로 인해 복합 공구에 자주 사용되며, 이 특성을 사용하면 잔류 응력 완화로 인해 발생할 수 있는 공구 움직임 없이 성형 후 가공이 가능합니다.
코어가 Additive Engineering Solutions(미국 오하이오주 애크론 소재)의 Cincinnati Inc. BAAM 1000 프린터에서 인쇄될 것이라는 점과 UDRI와 Cincinnati가 고온 열가소성 폴리에테르이미드(PEI)로 작업한 상당한 경험이 있다는 점을 감안할 때 그들은 선택했습니다. SABIC(사우디 아라비아 리야드)의 20% 짧은 탄소 섬유 강화 PEI(Thermocomp EX004EXAR1 Ultem)로 그물 모양에 가까운 코어를 인쇄합니다. (탄소섬유의 존재는 프린팅시 폴리머를 안정화시켜 slumping을 방지하며, 완성된 구조에서 섬유는 프린팅 방향으로 CLTE를 감소시킨다.) 비용을 낮추기 위해 툴링 마스터 역할을 하는 코어와 페이스 스킨을 직접 적층 접착제 없이 코어에, 그러나 프로젝트 중에 개발된 지적 재산권(IP)으로 덮인 코어 표면에 약간의 수정이 있습니다. 이러한 접근 방식은 여러 번의 열 주기 후에도 박리 없이 효과적이었습니다.
압축 제조
항공 구조 CFRP 툴링의 기존 제작에서는 먼저 저렴한 마스터가 생성됩니다. 여기에는 일반적으로 오븐이나 오토클레이브에서 툴링 보드 블록을 결합한 다음 모놀리식 구조를 원하는 부품 형상으로 가공하는 작업이 포함됩니다. 그런 다음 툴링 재료를 쌓고, 포장하고, 오토클레이브에서 마스터에 경화시킵니다. 탈형 및 청소 후 지지 구조가 도구에 결합되고 도구 표면이 다시 한 번 가공되어 우수한 기하학적 공차와 표면 조도를 보장합니다.
하이브리드 AM 도구를 사용하여 팀은 리드 타임과 비용을 줄이기 위해 압축된 제조 프로세스를 개발했습니다. 먼저, 그물 모양에 가까운 코어(공구 마스터)를 3D 인쇄했습니다(단탄소 섬유/PEI로). 다음으로, CFRP 툴링 프리프레그를 코어의 양쪽에 직접 적층했습니다(공급업체의 권장 사항에 따라 플라이 1, 4, 7 사이에 핫 디벌크 사용). 그런 다음 전체 구조를 진공 포장하고 오토클레이브 경화했습니다.
서브스케일 C-spar 도구에 대한 압축 제조 공정.
2단계:BAAM 인쇄물을 가운데로 자르고 왼쪽과 오른쪽 절반으로 자릅니다.

3단계:BAAM 인쇄물을 접착하여 필요한 길이를 만들고 경화시킵니다.
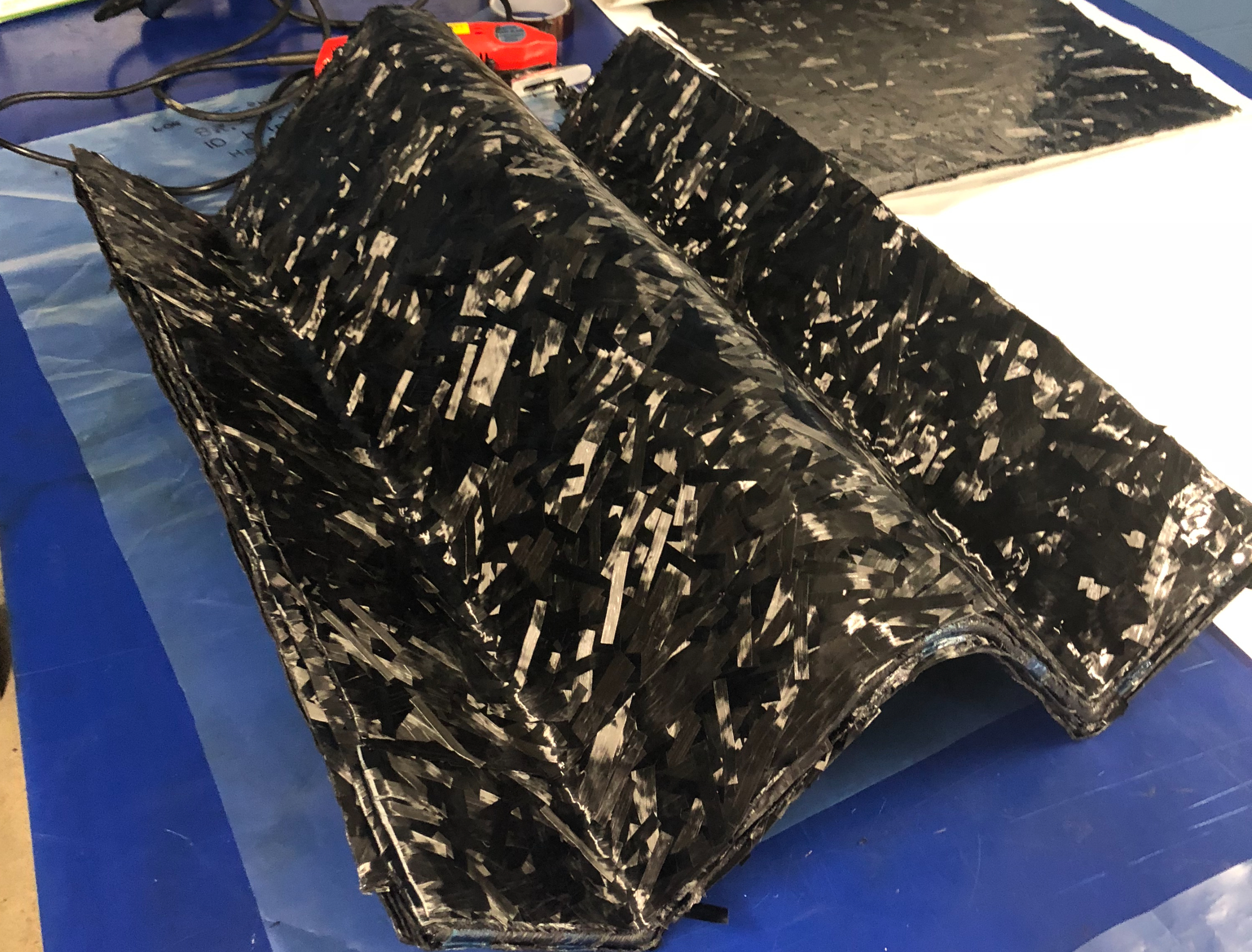
4단계:제조업체의 지침에 따라 핫 디벌크를 사용하여 코어 양쪽에 툴링 프리프레그를 라미네이트합니다.
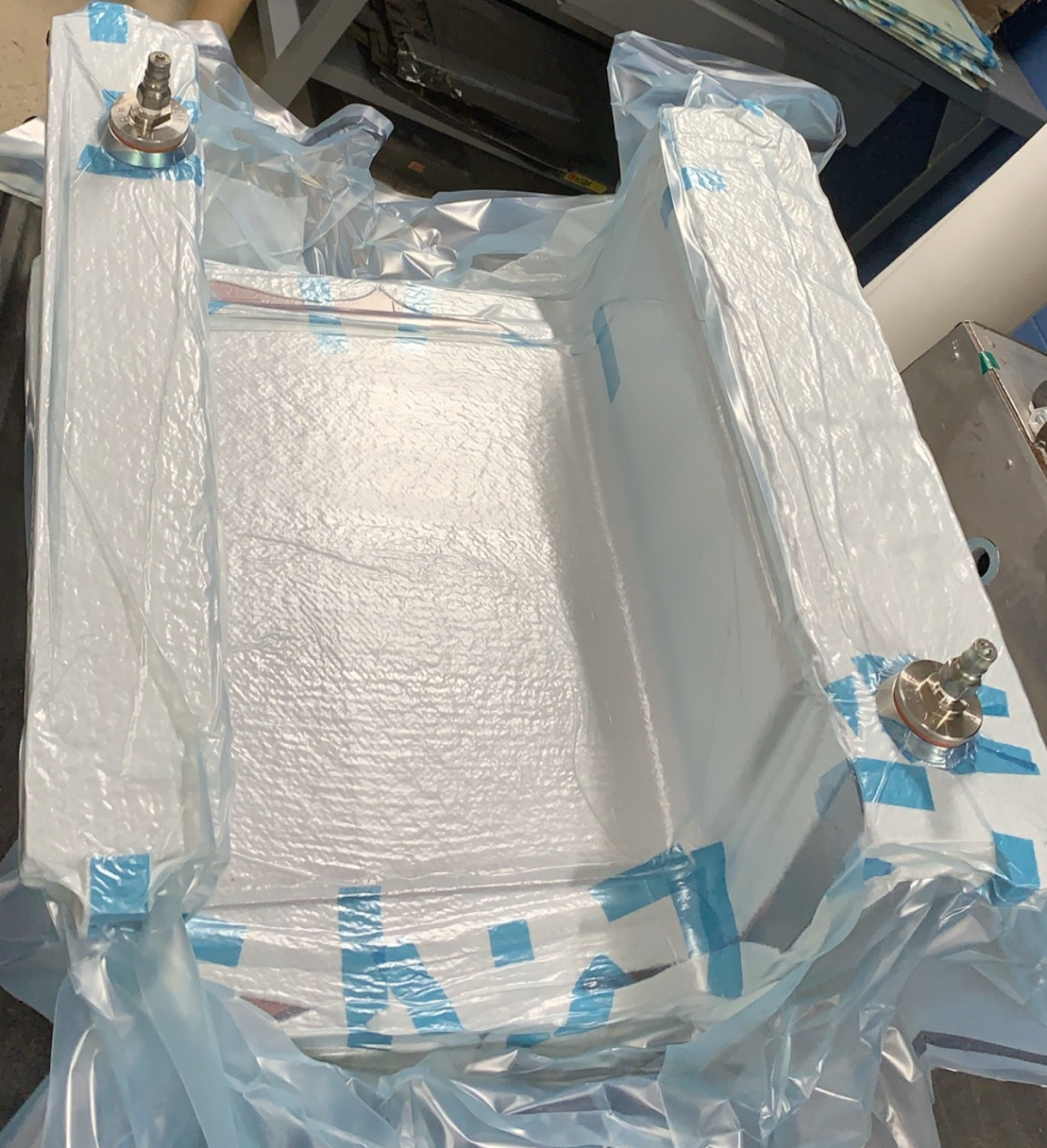
5단계:진공 백 및 오토클레이브에서 경화합니다.

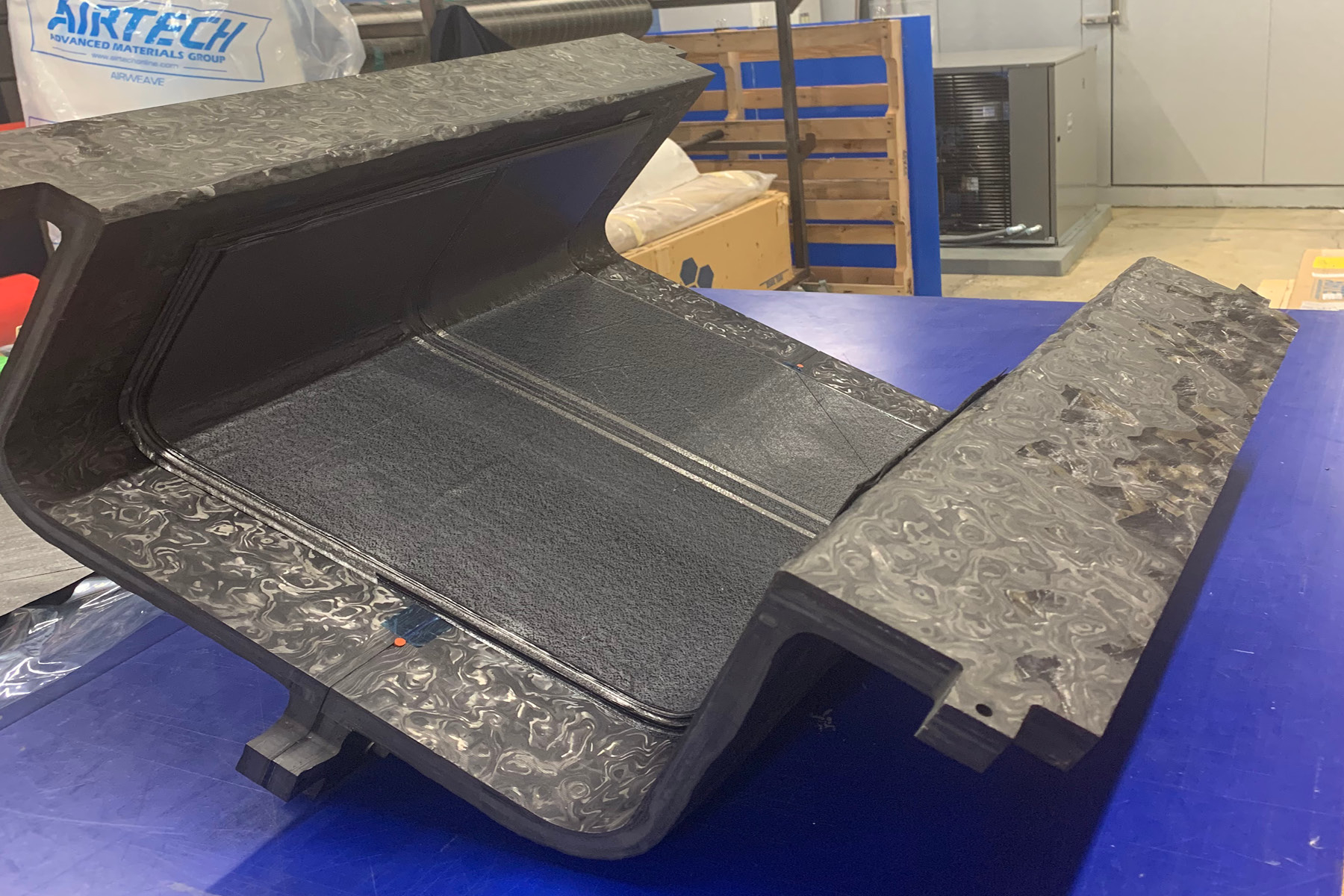
6단계:최종 치수 및 표면 마감을 달성하기 위한 기계 경화 도구.
이전 다음
라미네이트 경화 동안 PEI 코어와 에폭시 스킨 사이에 우수한 접착력을 얻었으므로 접착제가 필요하지 않았습니다. CFRP 스킨은 비다공성이며 AM 코어보다 내구성이 높을 뿐만 아니라 훨씬 낮은 CLTE 값으로 인해 온도 변동 중에 코어의 움직임을 물리적으로 제한합니다. 단일 경화 및 단일 가공 작업만 가능 - 둘 다 기존의 주요 비용 도구 생산 — 최종 치수와 표면 조도를 달성하는 데 필요했습니다. 또한 측면 강성을 위해 금형 상단에 리턴 플랜지를 포함하고 수직 강성을 위해 금형 중앙에 볼트 조인트를 포함하는 샌드위치 구조 및 도구 모양으로 인해 지지대가 필요하지 않아 접합 작업이 필요하지 않았습니다.
초기 도전 과제
연구원들은 새로운 프로세스로 인해 몇 가지 관리 가능한 문제에 직면했습니다.
BAAM에서 쉽게 제조할 수 있도록 코어에 대해 선호하는 제조 방향은 횡단면을 수직 빌드로 인쇄하는 것이었습니다. 0.6미터 도구에는 문제가 되지 않았습니다. 그러나 더 큰 도구의 경우 BAAM 1000이 세로로 인쇄할 수 있는 것보다 3.3미터가 더 높았습니다. 프린터의 Z축 인쇄 공간 제한으로 인해 연구원들은 두 서브스케일 도구의 길이를 절반으로 줄인 다음 다시 왼쪽과 오른쪽 섹션으로 분할하기로 결정했습니다(스파 캡 언더컷 문제를 해결하고 탈형을 용이하게 하기 위해).

인쇄 효율성을 높이기 위해 도구 섹션을 연속적으로 인쇄한 다음 오른쪽 및 왼쪽 조각으로 자릅니다. 3.3미터 길이를 달성하기 위해 Henkel Corp.(Rocky Hill, Conn., U.S.)의 Loctite EA9394 에폭시 접착제를 사용하여 두 개의 오른쪽 섹션을 함께 결합한 다음 두 개의 왼쪽 섹션을 결합했습니다. 팀은 AM 코어를 기계가공하지 않은 상태로 두었고, 낮은 툴링 비용과 짧은 리드 타임을 달성하고 AM 코어와 양쪽의 CFRP 스킨 사이에 기계적 인터록을 만드는 것이 중요하다고 생각했습니다. 각 도구 절반의 뒷면은 5겹의 프리프레그로 적층되었고 전면은 9겹으로 적층되어 사후 경화 가공 중에 제거할 수 있는 추가 재료를 제공했습니다.
예비 결과
AM 코어의 CLTE를 제어하는 것 외에도 프리프레그는 실런트/코팅이 필요 없이 진공 무결성을 유지하는 피트 없는 표면을 제공했습니다. 이 접근 방식은 매우 성공적이어서 연구원들은 고온에서 사용되는 AM 도구에서 이전에 시연되지 않았던 가스켓으로 밀봉된 다중 부품 도구 설계의 사용을 허용했습니다. 또한 도구 질량이 크게 감소했습니다. 하위 척도 도구는 유사한 Invar 설계에 대해 계산된 가중치의 1/3이었습니다. 더 가벼운 CFRP 도구는 취급 및 랙에 보관하기가 더 쉬울 뿐만 아니라 더 짧은 오토클레이브 가열/냉각 주기가 필요합니다. 실물 크기의 C-스파를 성형하는 도구에서 이러한 중량 이점은 일부 제조 공간에서 갠트리/크레인 중량 제한 미만 또는 초과 사이의 차이를 만들 수 있습니다.
중요하게도, 0.6미터 하이브리드 도구 비용은 가공 비용과 인쇄/라미네이팅 비용을 대략 50/50으로 분할하여 산업 표준 노동 요금을 사용하여 미화 24,136달러로 제조 중에 계산되었습니다. 대조적으로 동일한 Invar 도구의 가격은 미화 $46,775로 거의 50% 절감되었습니다. 3.3미터 도구의 비용은 완전하지 않지만 재료/인쇄 비용이 선형적으로 확장되기 때문에 비용/단위 길이 기준으로 약 30% 절감이 예상되지만 가공 비용은 영향을 줄이는 규모의 경제를 즐깁니다. 하이브리드 접근 방식은 Airbus 및 Northrop Grumman의 운영 성능 요구 사항을 충족하는 도구를 생산했으며 신속한 프로토타입 또는 사용 빈도가 낮은 도구를 위한 Invar의 실행 가능한 대안으로 간주됩니다. 공구 수명 조사는 이 연구의 일부가 아니었지만 시연된 12주기를 훨씬 넘어 확장될 가능성이 높습니다.
프로그램은 18개월에서 30개월로 연장되었지만 인쇄된 최종 코어 형상이 CAE 모델에서 예측된 것과 어떻게 다른지 이해하는 것과 같이 더 많은 연구가 필요한 영역이 여전히 있습니다. 또한 팀은 예측 정확도를 개선하여 중요한 영역에 충분한 플라이가 추가되어 가공 중 구멍이 뚫리지 않도록 하고자 합니다. 그래도 팀은 향후 LFAM 도구에 대한 상당한 기회가 있는 성공적인 프로젝트로 간주했습니다.
"Northrop Grumman은 UDRI가 제작한 3.3미터 길이의 하이브리드 도구와 도구의 내구성과 치수 안정성을 평가하기 위한 자체 ASF(자동 보강재 성형) 프로세스를 사용하여 3미터 스파 데모 부품을 제작하기를 기대하고 있습니다."라고 덧붙였습니다. Vern Benson, Northrop Grumman 기술 펠로우.


