

3D 프린팅

산업 제조
이 기사에서는 흐름이 무엇인지와 3D 프린팅에서 흐름이 갖는 중요성에 대해 언급할 것입니다. 또한 3D 프린터가 최상의 결과를 제공하도록 이 매개변수를 보정하는 방법을 설명합니다.
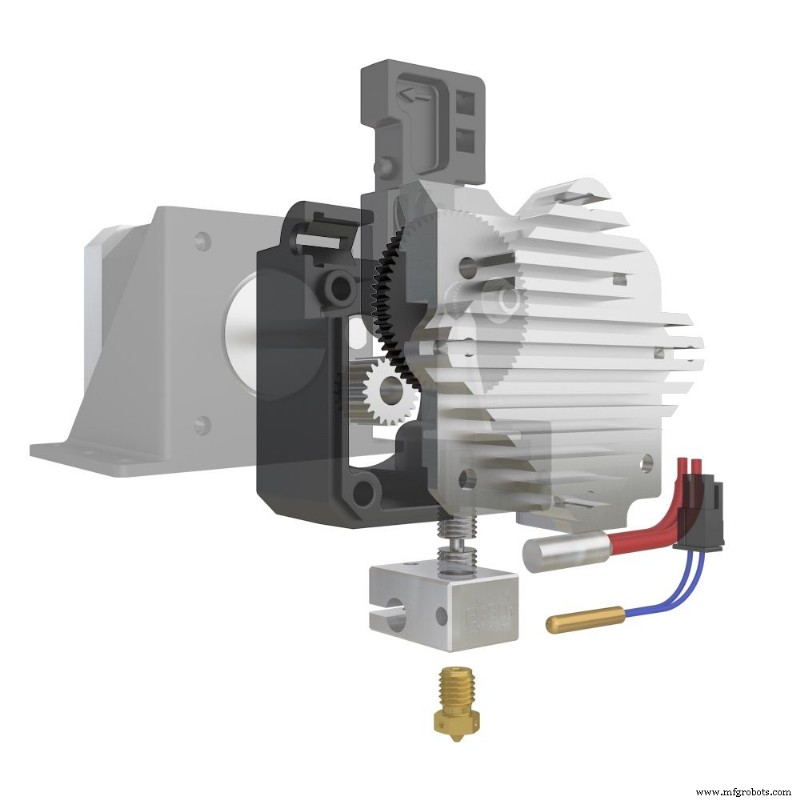
흐름은 모델을 만들기 위해 선택한 인쇄 매개변수를 기반으로 압출기를 통과하는 필라멘트의 양(더 정확하게는 부피)입니다. 흐름의 계산은 필라멘트의 직경과 노즐의 출구 직경에 따라 3D 프린터 제조업체가 압출기 모터에 대해 설정한 단계/mm에 따라 3D 프린터에서 자동으로 수행됩니다.
예를 들어 E3D Titan Aero에 의해 압출기가 변경되거나 수정되는 경우 압출기 모터의 Steps/mm를 조정해야 합니다.
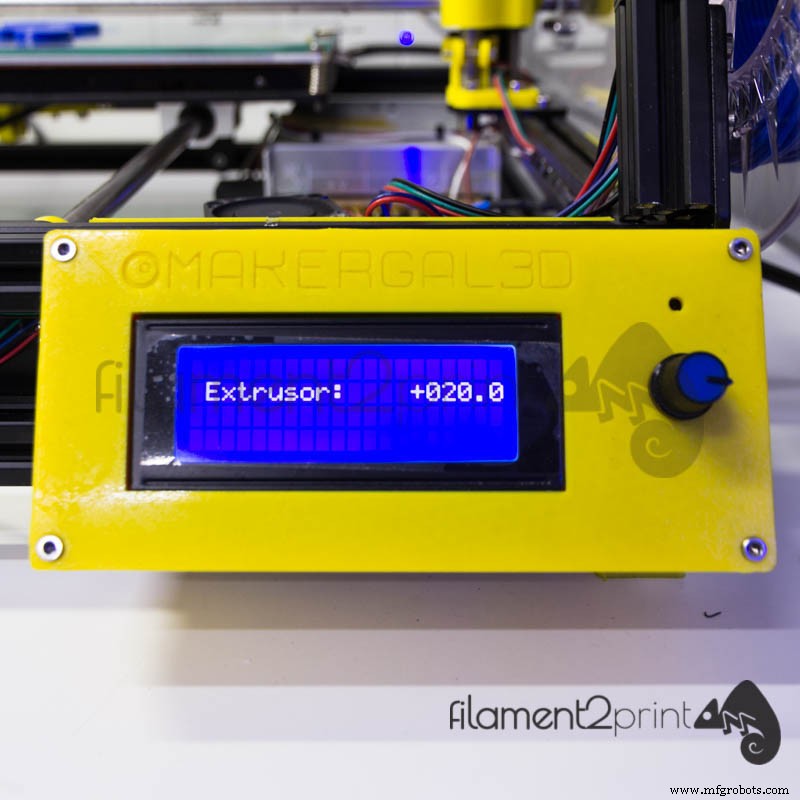
첫 번째는 3D 프린터가 사용하는 Steps/mm를 아는 것입니다. 이것은 "Control>Movement>Extruder" 부분에 반영됩니다. 이 경우 값은 104.5 Steps/mm입니다.

압출기 시작 부분에서 20mm와 25mm 떨어진 필라멘트에 두 개의 표시가 만들어집니다.

20mm 필라멘트가 이동 구간의 제어 화면에서 이동합니다.
다음으로 Extruder 모터의 변위가 올바른지 확인합니다. 그렇지 않은 경우 교정을 위해 구경으로 오류를 측정합니다. 위의 모든 데이터와 다음 공식을 사용하여 압출기 모터에 대한 정확한 Steps/mm를 얻습니다.

계산이 끝나면 제어 화면에서 Steps/mm만 수정하고 새 데이터를 저장하면 됩니다.
반면에 모든 3D 라미네이션 소프트웨어에는 3D 프린팅 FDM/FFF 세계에 존재하는 서로 다른 재료 간에 밀도가 변경되기 때문에 유량(유량)을 수정하는 섹션이 있습니다. 이 속도는 원하는 표면 마감과 CAD 설계의 실제 치수를 모두 달성하는 데 있어 매우 중요합니다. 그렇지 않으면 매우 복잡해지기 때문입니다. 서로 맞거나 다른 것과 연결되는 조각 제조
유속 매개변수 조정을 설명하기 전에 3D 프린팅을 하기 전에 항상 염두에 두어야 할 일련의 팁을 상기시켜 드리고자 합니다. 팁이 과도하게 마모되지 않았거나 내부 및 외부에 먼지가 있는 노즐의 상태를 항상 확인하세요. 압출 온도가 필라멘트 제조업체에서 권장하는 것인지 확인하세요. 이 권장 사항이 충족되지 않으면 흐름 보정이 효과가 없고 좋은 결과를 얻을 수 없기 때문입니다. 마지막으로 가장 중요한 것은 인쇄된 모델이 인쇄 베이스와 평행한 축(z축)에서 치수 편차가 없도록 베이스의 수평을 잘 맞추고 보정해야 한다는 것입니다.
유속 매개변수를 조정하려면 큐브 테스트를 수행해야 합니다. 이 테스트는 측면의 두께가 디자인의 두께와 일치하는지 확인하기 위해 윗면 없이 속이 빈 큐브를 인쇄하는 것으로 구성됩니다.
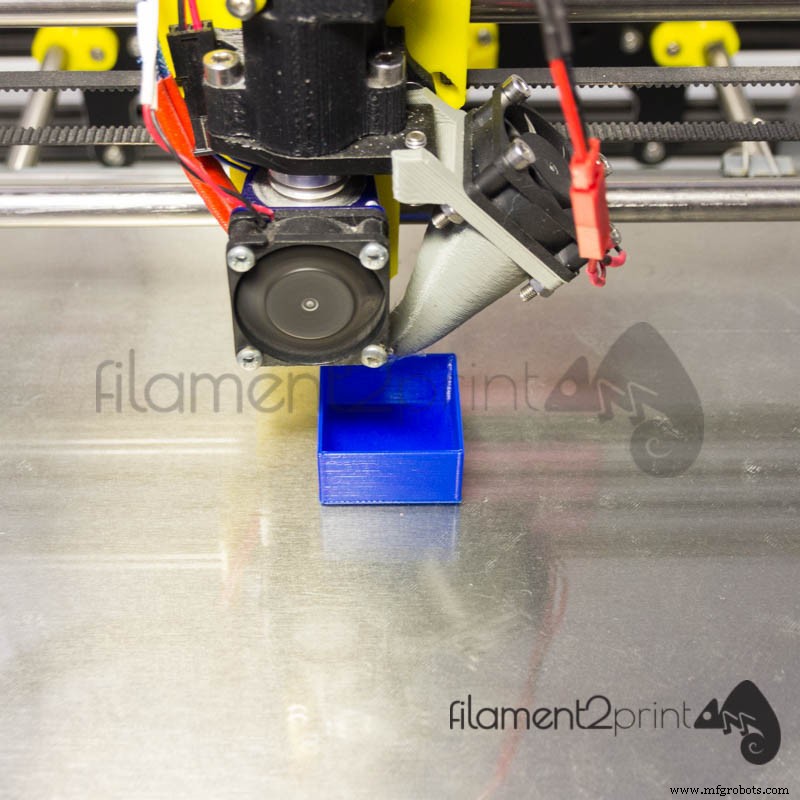
우리의 경우 Thingiverse에서 찾을 수 있는 3D_MaxMaker가 디자인한 측면 두께가 0.80mm인 정육면체를 인쇄했습니다. 인쇄 매개변수는 노즐 0.40mm, 층 너비 0.80mm(2개의 외부 레이어를 생성하고 측정을 더 정확하게 하기 위해) 및 100%의 유속입니다.
<강> 
100% 유속(권장 90%)으로 PLA를 사용할 때 확실히 큰 크기인 0.88mm의 측정값을 얻었습니다. 이 편차를 수정하기 위해 다음 공식을 적용합니다.

Obtained the new flow rate (90 %) only remains to modify the parameter in the 3D lamination software that is used, in our case the Cura 3D.
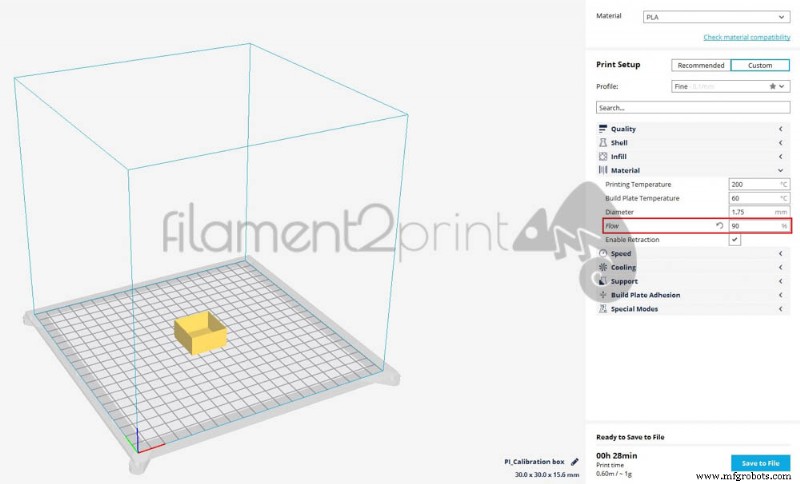
And re-print the cube to verify that the measurements obtained with the new flow rate are correct.

As we have said before, the density of the materials used in 3D printing isn't the same, so for each material and manufacturer it's advisable to make this adjustment.
By performing this simple correction process all 3D prints that are made will gain both surface quality and dimensional proportionality.
In summary, the flow is one of the most forgotten parameters in 3D printing FDM being this one of the most important to achieve successful parts.
3D 프린팅
ASA는 무정형 ABS와 유사한 열가소성 터폴리머 소재입니다. 1970년 제조업체 BASF에서 상표명 Luran S로 만들었습니다. 구조적 수준에서 이 두 재료의 차이점은 ASA가 아크릴 엘라스토머를 사용한다는 것입니다. ABS는 부타디엔 엘라스토머 . ASA는 엔지니어링 플라스틱이라고 합니다. 야외, 비, 바다의 찬물과 염수에 장시간 노출 되어도 외관과 충격에 대한 저항력이 유지되기 때문입니다. . 그래서 많은 우리가 일상생활에서 보고 사용하는 제품에 사용되는 소재입니다. :주택 부품(지붕 덮개), 전기 설비(정션 박스), 자동
기술적으로 말하면 3D 프린터는 현재 우리가 가지고 있는 가장 진보되고 미래 지향적인 장치 중 하나입니다. 이러한 장비에 대한 액세스가 더 쉽고 저렴해짐에 따라 이 기술에 베팅하는 다양한 영역과 부문이 있습니다. 다음으로 3D 프린터를 최대한 활용하는 분야에 대해 조금 이야기해 보겠습니다. 이러한 장비의 미래에 대해 예상할 수 있는 일반적인 개요를 제공합니다. 기업이 3D 프린팅에 투자해야 하는 이유 기업이 3D 프린팅에 투자하도록 유도하는 이점은 다양합니다. 비용 절감 :조각의 3D 프린팅 비용은 3D 프린팅 제공업체에서 조