

3D 프린팅

산업 제조
3D 프린팅에는 항상 사용자에 따라 달라지는 일련의 요소가 있습니다. , 인쇄가 만족스럽거나 실패하는 경우가 많습니다. 각 사용자가 각 3D 프린트에서 사용하는 프린트 프로필에 모든 요소가 수집됩니다.
3D FDM 인쇄 프로필에서 무한한 수의 매개변수를 수정할 수 있습니다. :프린팅 온도 및 속도, 내부 및 외부 부품 제조 방법 및 3D 프린팅에 영향을 미치는 나머지 모든 매개변수. 이러한 이유로 가장 중요한 정보는 인쇄 프로필을 만들 때 아래에서 설명합니다.
인쇄 매개변수를 수정하기 전에 직접적으로 영향을 미치는 일련의 요인 다음 사항을 고려해야 합니다.
부품의 모양과 두께는 속도 및 레이어 두께와 같은 인쇄 매개변수에 직접적인 영향을 미칩니다. 부품에 크기가 축소된 영역이 있는 경우 부품의 품질을 보장하기 위해 인쇄 프로필의 제조 속도가 낮아야 하기 때문입니다.
모든 사용자가 이미 알고 있듯이 각 재료에는 각 제조업체에서 권장하는 다양한 온도와 속도가 있습니다. 과도한 온도로 인해 노즐에 하소된 필라멘트 입자가 나타나는 것과 같은 문제를 피하기 위해 이 값을 유지하는 것이 좋습니다. 이로 인해 필라멘트가 끼일 수 있습니다.
FDM 3D 프린터에는 중요한 차이점이 있습니다. 프린팅 프로파일의 구성에 가장 큰 영향을 미치는 차이점 중 하나는 다이렉트 압출기 또는 보우덴 압출기의 유형입니다. 프린팅 속도, 속도 및 후퇴 길이 섹션과 흐름에서도 매우 다른 값이 필요하기 때문입니다.
소수의 사용자가 고려하는 것은 3D 프린터가 있는 환경입니다. 온도, 습도 또는 기류의 존재는 프린팅 프로파일에 직접적인 영향을 미치는 요소입니다. 경우에 따라 조각의 표면 마감 처리.
3D 프린팅의 많은 장점 중 하나는 동일한 조각을 무한한 다른 구성으로 만들 수 있다는 것입니다. 즉, 인쇄 시간에 따라 더 좋거나 나쁜 표면 마감, 한 표면 또는 다른 표면에 더 많은 저항 등이 있습니다. 각 특정 사례.
위의 모든 사항이 명확해지면 프로파일을 구성할 때이며 이 Polymaker는 모든 사용자가 이상적인 인쇄 프로파일을 얻기 위해 다섯 가지 테스트인 PCP(Profile Creation Process)를 개발했습니다.
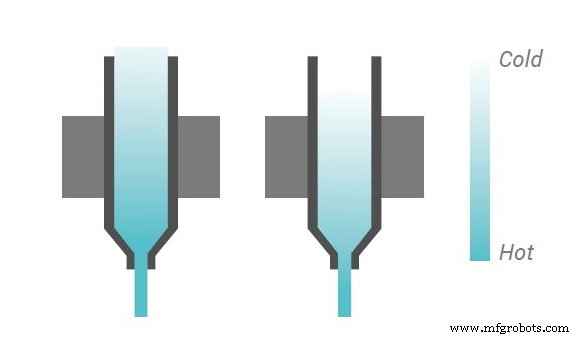
첫 번째 단계는 재료의 이상적인 온도를 찾는 것입니다. 사용자가 사용해야 하는 l. 필라멘트 제조업체에서 권장하는 가장 낮은 온도를 사용하여 시작해야 하며 흐름이 계속되고 HotEnd에 걸림이 없을 때까지 온도를 높여야 합니다.
완벽한 온도 조절을 원하는 사용자는 온도 테스트를 수행할 수 있습니다. , 다음 이미지의 테스트와 같습니다.

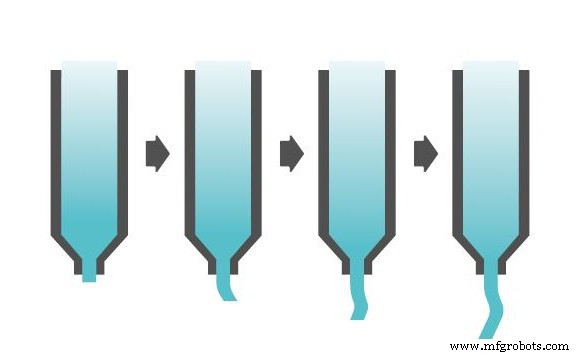
이 섹션은 인쇄 오류를 수정해야 합니다. 잘못된 흐름 구성으로 인해 발생함 . 이러한 잘못된 관리로 인해 과도한 압출기 압력으로 인해 불규칙한 흐름이 발생하거나 잘못된 후퇴 구성으로 인해 부품 표면 전체에 필라멘트 잔해가 발생할 수 있습니다.
레이어 팬은 3D 프린터의 가장 중요한 구성 요소 중 하나입니다. , 더 복잡한 형상과 더 높은 품질의 표면 마감을 얻을 수 있기 때문입니다.
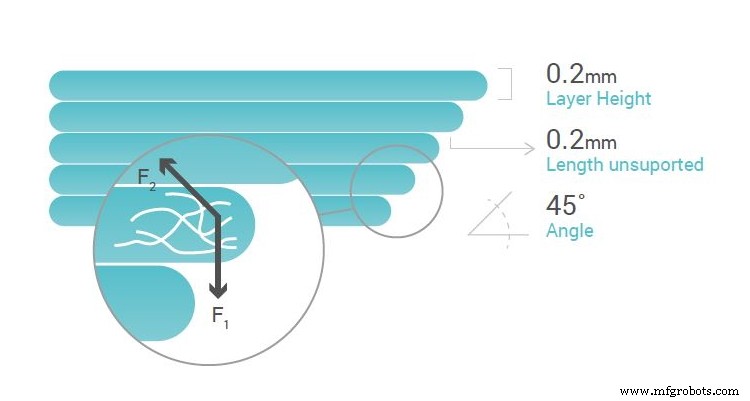
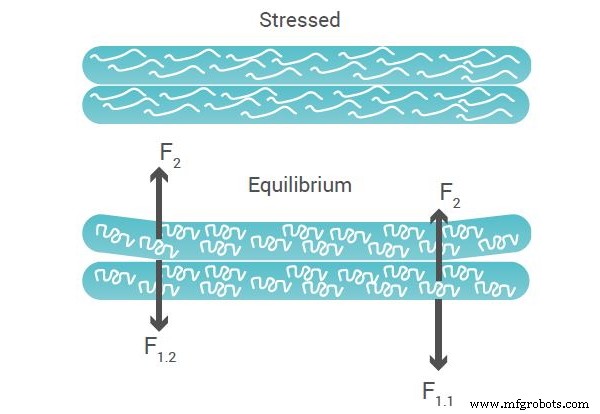
다음 체계는 층 사이의 접합부에서 작용하는 힘을 보여줍니다. "F1"은 물질을 들어올리는 힘입니다. l 캔틸레버에 있고 "F2"가 수축력인 경우 상층의 장력으로 인해 발생합니다. 이 두 힘의 값은 대략 0이어야 합니다 기계적 및 기하학적 안정성을 유지합니다. "F1 =0" 층 높이를 달성하려면 오버플로 각도 및 압출 온도를 줄여야 합니다. 또는 레이어 팬의 속도를 높이십시오. "F2"의 경우 압출 온도를 높이거나 압출 속도를 줄여 힘 값을 최소화할 수 있습니다.
ABS 또는 ASA와 같은 필라멘트를 사용할 때 일반적으로 발생하는 것은 레이어 간 박리(균열) 또는 첫 번째 레이어와 베이스 사이(뒤틀림)입니다. 이는 레이어 간 응력 축적으로 인해 인쇄 중에 발생합니다. 폴리머 자체의 강도 작용(F2)과 하부층 접착력(F1.2) 또는 베이스 자체 인쇄(F1.1)의 반대 방향 작용으로 인해 발생합니다. 합체에 관여하는 힘이 균형을 이루지 못하면 박리 발생 , 다음 이미지와 같이
이를 방지하려면 사용자가 이상적인 기본 온도를 찾고 사용할 재료가 필요할 때 닫힌 3D 프린터를 가지고 있어야 합니다.
마지막으로 인쇄된 부품의 전체 표면이 완벽하게 마무리되도록 합니다. , 최고급 부품을 포함하여 사용자가 유량 및 냉각을 조정해야 합니다. 레이어 팬을 통해. 두 매개변수의 조정은 위에서 언급한 오류가 발생할 수 있으므로 통과하지 않도록 값을 신중하게 수정하여 수행해야 합니다.
이 문서의 모든 세부 정보는 3D 프린터가 필요한 인쇄 매개변수를 제공할 수 있다는 점을 고려하여 사용자가 모든 재료의 인쇄 프로필을 얻을 수 있도록 하기 위한 것입니다.
3D 프린팅
3D 프린팅의 도입 덕분에 디자인이 그 어느 때보다 쉬워졌습니다. 기술. 상상할 수 있다면 상상한 대로 창조할 수 있습니다. 이 기술을 통해 중요한 발전을 이루고 비용을 절감할 수 있었습니다. 건설, 자동차 및 의료와 같은 무한한 수의 분야에서. 기존 기술을 사용하면 사용자를 위해 품질과 매력적인 디자인을 만들 수 있지만 3D 프린팅은 놀라운 모델을 만드는 데 한 걸음 더 나아가 가장 복잡한 디자인도 문제 없이 인쇄하고 사용할 수 있습니다. 일부 전문가의 조언을 통해 모든 사용자는 고품질 3D 인쇄물을 만들 수도 있습니다. 다음
코로나바이러스 COVID-19의 확산으로 인해 전 세계적인 팬데믹에 직면한 현 상황에서, 우리는 어떤 분야에서든 제공될 수 있는 모든 기여와 도움이 매우 중요할 수 있다고 믿으며, 매우 흥미로운 이니셔티브가 떠오르고 있습니다. 확산과 관련이 있다고 생각되는 인쇄 부문 3D에서. 마지막 며칠 동안, 특히 의료 전문가뿐만 아니라 업무 또는 기타 상황으로 인해 바이러스에 더 많이 노출될 수 있는 다른 사람들을 위한 기본 보호 장비인 마스크 부족에 대한 뉴스가 자주 발생합니다. 이러한 이유로 항균 PLActive 필라멘트 제조업체인 C