

산업기술

산업 제조
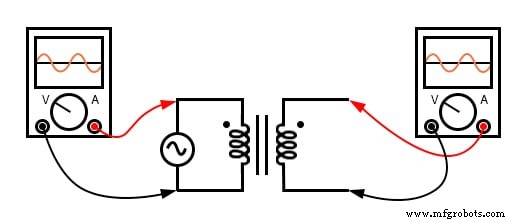
변압기는 본질적으로 AC 장치이기 때문에 1차 회로와 2차 회로 사이의 위상 관계를 알아야 합니다. 이전의 SPICE 예제를 사용하여 1차 및 2차 회로에 대한 파형을 플로팅하고 위상 관계를 직접 확인할 수 있습니다.
육두구와 함께 사용하기 위한
스파이스 과도 분석 파일:변신 로봇 v1 1 0 죄(0 15 60 0 0) rbogus1 1 2 1e-12 v2 5 0 dc 250 l1 2 0 10000 12 3 5 100 k l1 l2 0.999 vi1 3 4 ac 0 로드 4 5 1k .트란 0.5m 17m .끝 육두구 명령:설정 플롯 tran1 플롯 v(2) v(3,5)
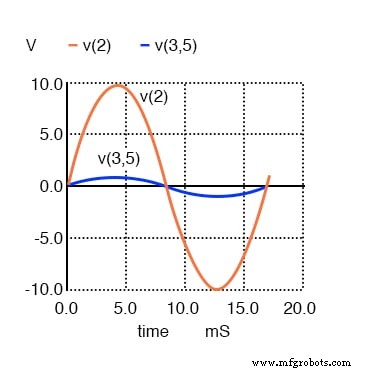
2차 전압 V(3,5)는 1차 전압 V(2)와 동위상이고 10배 감소합니다.
1차 V(2)에서 2차 V(3,5)로 갈 때 전압은 10배 감소하고 전류는 10배 증가했습니다. 전류 및 전압 파형은 모두 다음과 같습니다. - 1차에서 2차로 가는 단계
육두구 명령:setplot tran1 plot I(L1#branch) I(L2#branch)
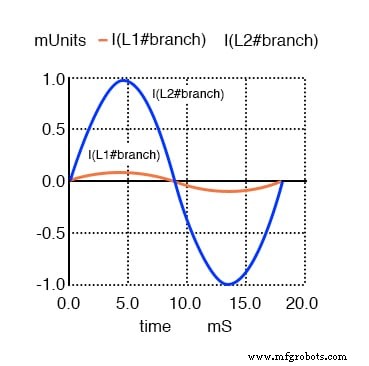
1차 및 2차 전류는 동상입니다. 2차 전류는 10배 증가합니다.
2개의 변압기 권선에 대한 전압과 전류는 적어도 저항 부하에 대해 서로 동위상인 것처럼 보입니다. 이것은 충분히 간단하지만 어떤 방법인지 아는 것이 좋을 것입니다. 적절한 위상 관계를 유지하려면 변압기를 연결해야 합니다.
결국, 변압기는 자기적으로 연결된 인덕터 세트에 불과하며 인덕터에는 일반적으로 어떤 종류의 극성 표시도 함께 제공되지 않습니다. 표시되지 않은 변압기를 본다면 동위상(또는 180° 역위상) 전압 및 전류를 얻기 위해 이를 회로에 연결하는 방법을 알 방법이 없습니다.
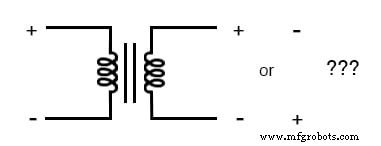
실제적으로 변압기의 극성은 모호할 수 있습니다.
이것이 실용적인 문제이기 때문에 변압기 제조업체는 위상 관계를 표시하기 위해 일종의 극성 표시 표준을 제시했습니다. 이를 점 규칙이라고 합니다. , 그리고 변압기 권선의 각 해당 다리 옆에 배치된 점에 불과합니다.
한 쌍의 점은 극성을 나타냅니다.
일반적으로 변압기에는 1차 및 2차 권선용 와이어 리드에 레이블을 붙인 일종의 개략도가 함께 제공됩니다. 다이어그램에는 위에 표시된 것과 유사한 점 쌍이 있습니다.
때때로 점이 생략되지만 "H" 및 "X" 레이블을 사용하여 변압기 권선에 레이블을 지정할 때 아래 첨자 번호는 권선 극성을 나타내는 것으로 가정합니다. "1" 와이어(H1 및 X1 )는 극성 표시 점이 일반적으로 배치되는 위치를 나타냅니다.
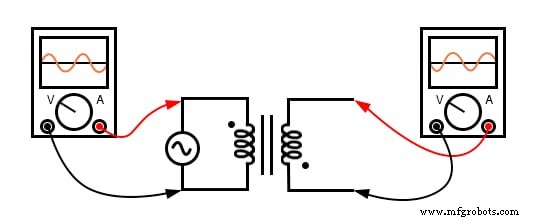
1차 권선과 2차 권선의 상단 옆에 이 점을 유사하게 배치하면 1차 권선에서 보이는 순간 전압 극성이 2차 권선의 극성과 동일하다는 것을 알 수 있습니다. 즉, 1차에서 2차로의 위상 이동은 0도가 됩니다.
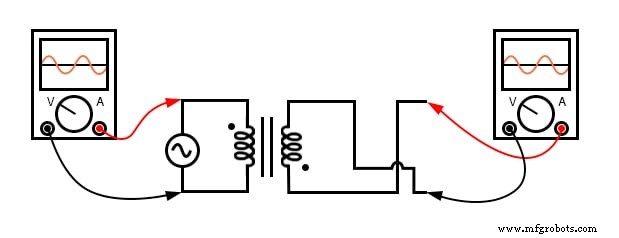
반면에 변압기의 각 권선에 있는 점이 표시되지 않으면 일치하면 다음과 같이 1차와 2차 사이의 위상 변이가 180°가 됩니다.
위상이 맞지 않음:기본 빨간색은 점으로, 보조 검정색은 점으로
물론, 점 표기법은 각 권선의 끝이 다른 권선에 비해 어느 쪽인지 알려줄 뿐입니다. 위상 관계를 직접 반전시키려면 다음과 같이 권선 연결을 교체하기만 하면 됩니다.
동상:기본 빨간색에서 점으로, 보조 빨간색에서 점으로
검토:
<울>관련 워크시트:
<울>산업기술
이 비디오는 Swiss Productions와 회사의 소등 가공을 가능하게 하는 로봇의 구현에 대한 개요입니다. (영상출처:Swiss Productions Inc.) 공장의 이상적인 생산 시나리오는 하나의 장비에서 부품을 완성하는 것입니다. 캘리포니아 벤츄라의 Swiss Production Inc.는 이를 수행할 수 있는 가공 기술을 보유하고 있습니다. 그러나 일부 작업의 경우 CNC 터닝 센터에서 처음 가공되는 부품은 밀링 머신에서 2차 가공 작업이 필요하며, 이에 따라 작업자가 2차 가공 기계를 관리해야 합니다. 일반적으로
산업용 3D 프린팅은 기능적인 플라스틱 부품을 신속하게 생성하지만 부품의 외관과 기능을 개선하는 2차 작업을 통해 이점을 얻을 수 있는 경우가 많습니다. SLArmor는 3D 프린팅 부품에 기계적 강도를 추가합니다. DSM Somos Nanotool을 사용하여 SL 부품을 니켈 도금합니다. 성능 개선 재료의 레이어링, 공차 및 과경화로 인해 스레드가 3D 프린팅에서 잘 형성되지 않습니다. 스레드 성능 향상을 위한 한 가지 옵션은 빌드가 완료된 후 구멍을 스레드하거나 탭하는 것입니다. 이렇게 하면 스레드가 매끄럽고 성능이 향상됩니