

산업기술

산업 제조
설계 공차는 제조 품질의 중추이며, 부품이 의도한 치수에 얼마나 가깝게 유지되어야 하는지를 안내합니다. 실제로 가공 작업으로 정확한 측정값을 얻는 경우는 거의 없습니다. 약간의 재료가 제거될 수 있으므로 부품이 설계 사양과 1밀리미터도 안 되는 차이가 날 수 있습니다.
그러나 허용 가능한 변형과 거부 사이의 경계는 어디에 있습니까? 엔지니어는 검사관이 품질 검사 중에 부품의 통과 또는 실패 여부를 결정할 수 있도록 허용 가능한 편차 범위인 공차 한계를 정의합니다.
가장 자주 적용되는 두 가지 공차 유형은 양측 공차입니다. 일방적인 관용 . 다음 섹션에서는 각 개념을 분석하고 실제 측정이 어떻게 구성되는지 보여줍니다.
양측 관용 공칭 값 주위의 대칭 밴드를 설명하며 양의 방향과 음의 방향 모두의 변화를 허용합니다. 이 밴드는 양쪽이 같을 수도 있고 비대칭일 수도 있습니다.
동일한 양측 공차는 공칭 치수의 양쪽에서 동일한 여유를 확장하는 표준 형태입니다. 아래 다이어그램은 전형적인 예를 보여줍니다.
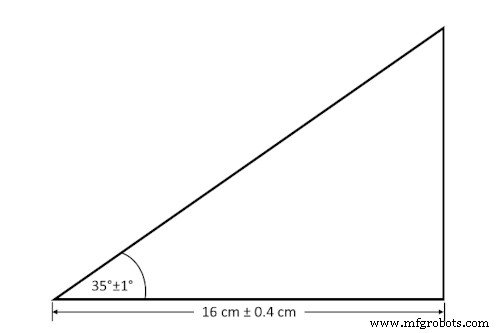
예시 #1:동일한 양측 관용
설계자가 한쪽이 다른 쪽보다 큰 비대칭 밴드를 요구할 경우 불평등 배치 공차라고도 알려진 불평등 양측 공차를 적용합니다. 아래 그림은 이러한 경우를 보여줍니다.
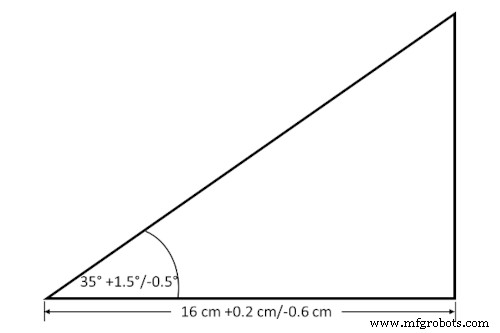
예 #2:불평등한 양측 관용
부등 공차의 한쪽이 0인 경우 지정은 단방향 공차로 전환됩니다.
일방적인 관용 공칭 값에 대해 양수 또는 음수 중 한 방향으로만 편차를 제한합니다. 동일한 양측 공차보다 흔하지는 않지만 정확하게 맞아야 하는 짝짓기 부품에 없어서는 안 될 요소입니다.
최대 직경이 1인치인 핀을 수용하는 핀홀을 생각해 보세요. 구멍의 직경은 최소 1인치여야 합니다. 그렇지 않으면 핀이 너무 커서 맞지 않을 것입니다. 구멍과 핀 모두에 한쪽 공차를 설정하면 부품의 공차가 절대 겹치지 않아 올바른 맞춤이 보장됩니다.
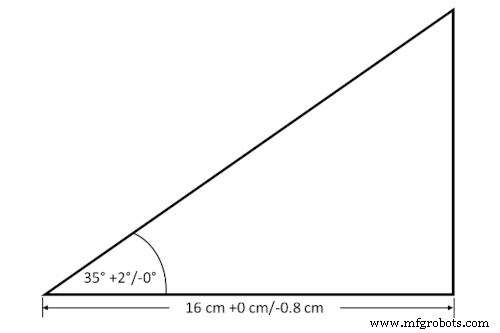
예 #3:일방적인 공차

일방적 및 양측 공차 외에도 엔지니어링에서는 직진성, 원형성, 평탄도, 평행성 등 여러 기하학적 공차를 통합하여 부품을 허용 가능한 형상 한계 내로 유지합니다. 예를 들어 긴 막대가 일련의 정렬된 구멍을 통과해야 하는 경우 이러한 제어는 매우 중요합니다.
복합 공차는 여러 치수에 걸친 누적 변동을 설명합니다. 예시 #3에서 빗변의 복합 공차는 약 19.3cm±0.7cm입니다.

일측 및 양측 공차는 엔지니어에게 품질 관리를 위한 명확하고 실행 가능한 허용 기준을 제공합니다. 또한 검사를 간소화하는 맞춤형 go/no-go 게이지 생성도 가능합니다.
공차 표기법에 대한 더 깊은 통찰력을 얻으려면 ISO 또는 ASME GD&T 표준을 참조하세요. 최고 품질의 벤치마크를 충족하는 정밀 가공이 필요한 경우 Gensun의 CNC 서비스가 제공됩니다.
산업기술
설계에서 유지보수까지 녹 방지 모범 사례 스테인리스 스틸이 녹슬까요? 스테인리스 스틸은 내장된 내부식성으로 무장하고 있지만 특정 조건에서는 녹이 슬 수 있고 또 녹슬게 됩니다. 스테인리스 스틸은 유해한 화학 물질, 식염수, 그리스, 습기 또는 열에 장기간 노출되면 부식됩니다. 스테인리스 스틸의 부식 방지는 존재하는 크롬의 양에 크게 좌우됩니다. 스테인레스 스틸 표면 근처에 크롬 함량이 충분하지 않으면 상단 층이 긁힐 때 새로운 크롬 산화물 층이 형성되지 않습니다. 이로 인해 재료는 여러 유형의 부식에 매우 취약합니다. 스테인리스
선택적 레이저 소결(SLS)은 3D 프린팅의 적층 제조 기술 중 하나입니다. SLS 3D 프린팅이란 무엇입니까? SLS 기술은 고출력 레이저를 사용하여 작은 폴리머 분말 입자를 고체 구조 3D 모델로 소결합니다. 기계, 재료 및 소프트웨어의 발전으로 인해 선택적 레이저 소결 공정은 3D 인쇄 업계에서 널리 수용되고 있습니다. 몇 년 전만 해도 첨단 기술 산업이 감당할 수 있었던 몇 년 전과 비교하면 많은 기업에서 이러한 적층 제조 공정을 사용하고 있습니다. 더 중요한 것은 SLS(Selective Laser Sinter