

제조공정

산업 제조
<시간 />
도넛은 효모 발효 또는 화학적 발효를 거친 달콤한 반죽의 튀긴 고리 또는 구형입니다. 반죽을 섞어 모양을 만들고 뜨거운 기름에 떨어뜨려 튀긴 후 유약을 발라줍니다. 잼을 채운 도넛을 비스마르크라고 합니다. 반죽은 다양하며 초콜릿이나 레몬일 수 있으며 블루베리, 건포도 또는 견과류와 같은 과일을 포함합니다. 화학적으로 기른 도넛은 베이킹 파우더로 만들어지며 일반적으로 밀도가 높고 케이크와 비슷합니다. 그들은 쉽고 빠르게 만들어집니다. 효모의 발효로 인한 이산화탄소 생성에 의해 발효되는 효모로 키운 도넛은 화학적으로 키운 도넛보다 질감이 가볍습니다. 그들은 생산하는 데 몇 시간이 필요합니다.
이 달콤한 간식은 기본 재료를 사용하여 집에서 쉽게 만들 수 있으며 특별한 장비가 필요하지 않습니다. 도넛은 미리 포장된 믹스와 신중하게 제어되는 생산 방식을 사용하여 표준 제품을 제공하는 소규모 개인 운영 빵집, 식료품점 및 프랜차이즈 운영에서 구내에서 구워서 판매됩니다. 대형 상업 빵집에서는 매일 수천 개의 도넛을 만들어 광활한 지역에 배포할 수 있도록 포장합니다.
도넛은 미국인들이 사랑하는 간식입니다. 1934년 고전 영화 "어느 날 밤에 일어났습니다. " 많은 제1차 세계 대전과 제2차 세계 대전 참전 용사들은 매점에서 제공되는 도넛이 가장 힘든 시간을 견뎌냈다고 맹세합니다. 도넛 프랜차이즈는 1930년대부터 미국에서 번성했습니다. 지방 함량(최소 3g)과 칼로리 함량(최소 200)에도 불구하고 미국인만 매년 100억 개의 도넛을 소비합니다.
도넛은 18세기 뉴암스테르담의 네덜란드에서 우리에게 왔으며 olykoeks, 기름진 케이크를 의미합니다. 19세기에 엘리자베스 그레고리(Elizabeth Gregory)는 아들인 핸슨 그레고리(Hanson Gregory)를 위해 호두로 맛을 낸 반죽을 튀겨서 도넛이라는 이름을 얻었습니다. 19세기 후반에는 도넛에 구멍이 생겼습니다.
도넛은 만들기 쉽고 힘든 벌목 작업에 빠른 에너지를 제공하는 데 필요한 칼로리가 가득하기 때문에 중서부와 북서부의 벌목 캠프에서 아주 좋아했습니다. 제1차 세계 대전의 "도우보이"는 프랑스 전선에서 구세군이 제공한 수천 개의 도넛을 먹었습니다. 군인들은 도넛이 뜨거운 간식 그 이상이었다고 회상했습니다. 도넛은 어머니, 난로 및 집의 안전과 안락함을 위해 싸우는 모든 남성을 나타냅니다.
도우보이들이 돌아온 직후, 도넛 가게들이 번성했습니다. Levitt라는 이름의 러시아 이민자는 1920년 자동으로 반죽을 모양의 고리로 밀어 넣는 도넛 기계를 발명했습니다. 1925년까지 이 발명품은 그에게 연간 2,500만 달러의 수입을 올렸고 전국 빵집에서 정착했습니다. 기계로 만든 도넛은 1934년 세계 박람회의 히트작이었습니다. 다른 기계는 혼합에서 튀김에 이르기까지 모든 것을 위해 빠르게 개발되었습니다. 프랜차이즈가 곧 이어졌습니다. 1937년까지 Krispy Kreme은 효모로 기른 도넛의 "비밀 레시피"에 따라 설립되었으며 Dunkin' Donuts(현재 전 세계적으로 가장 많은 도넛을 판매하는 프랜차이즈)는 매사추세츠에서 설립되었습니다. 현재 Krispy Kreme은 26개 주에 총 147개 매장을 운영하고 있으며 Dunkin' Donuts는 미국에 5,000개 프랜차이즈를 보유하고 있으며 37개국에 진출하고 있습니다.
성분은 효모인지 화학 발효인지에 따라 다릅니다. 또한 수제 도넛은 일반적으로 대량 생산이나 믹스로 만든 것보다 훨씬 적은 수의 재료를 포함합니다. 화학적으로 기른 도넛은 밀가루, 베이킹 파우더, 소금, 액체 및 다양한 양의 계란, 우유, 설탕, 쇼트닝 및 기타 향료와 같은 재료로 만들어집니다. 이 유형의 도넛은 반죽에 베이킹 파우더를 사용하여 반죽을 부풀립니다. 효모 발효 도넛은 밀가루, 쇼트닝, 우유, 설탕, 소금, 물, 효모, 달걀 또는 달걀 흰자위 및 향료를 포함한 재료로 만들어집니다.
식료품점, 제과점 또는 프랜차이즈의 위생적인 베이킹 조건에서 생산되는 도넛은 종종 미리 포장된 믹스에서 나옵니다. 밀가루(밀가루와 콩가루), 쇼트닝, 설탕, 달걀 노른자, 유고형분, 효모 반죽 컨디셔너, 껌, 인공 향료 등은 다양하지만 포함될 수 있습니다. 한 프랜차이즈는 효모 양조주를 추가합니다. 믹스는 베이커리가 믹싱 과정에서 물, 우유 및 계란과 같은 신선한 젖은 재료를 추가해야 합니다. 도넛은 또한 튀김을 위해 기름(보통 식물성 기름)이 필요합니다. 유약이나 설탕 프로스팅은 종종 제품을 튀긴 후 추가되며 밀가루, 설탕, 향료 및 쇼트닝으로 만들어집니다.
이 과정은 효모로 기른 도넛만을 만드는 기계화된 도넛 베이커리에서 도넛을 제조하는 방법을 설명합니다. 효모는 반죽에 시간, 휴지 시간, 발효 또는 발효에 추가 시간이 필요하기 때문에 미리 포장된 건조 혼합물을 완성품으로 만드는 데 최소 1시간이 걸립니다.
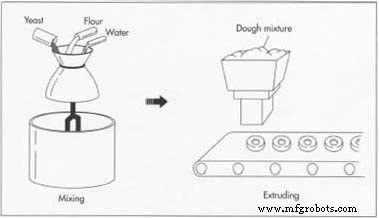 미리 계량한 밀가루 혼합물에 적당량의 젖은 재료를 섞습니다 젖은 이스트 슬러리(발효용)를 섞습니다 밀가루-물 혼합물에 별도로 조심스럽게 첨가하십시오. 다음으로, 큰 반죽 후크는 먼저 혼합한 다음 도넛의 기본 구조를 형성하는 가늘고 얽힌 섬유로 글루텐을 형성함으로써 재료를 균질화하고 반죽을 발달시키기 때문에 사람의 반죽 과정인 당기고 늘리는 과정을 시뮬레이션합니다. 효모가 부풀어 오르면 반죽을 압출기를 통해 반죽을 공급하는 호퍼에 넣습니다. 그런 다음 기계에 덮개를 씌우고 기계에 압력을 가하여 미리 정해진 양의 반죽을 원하는 모양(기존 도넛의 경우 링, 채워야 하는 도넛의 경우 원)으로 '튀기기'하는 튜브에 반죽을 강제로 넣습니다. 잼 또는 크림 시스템. 효모 반죽의 배치를 열린 기계의 상단에 넣고 덮개를 기계에 놓고 기계에 압력을 가하여 반죽을 미리 정해진 양의 반죽을 밀어내는 튜브에 넣습니다. 원하는 모양 - 기존의 도넛은 링, 잼이나 크림을 채울 도넛은 원 압출기가 도넛 30개 정도를 밀어내는 데 약 15분이 소요됩니다.
미리 계량한 밀가루 혼합물에 적당량의 젖은 재료를 섞습니다 젖은 이스트 슬러리(발효용)를 섞습니다 밀가루-물 혼합물에 별도로 조심스럽게 첨가하십시오. 다음으로, 큰 반죽 후크는 먼저 혼합한 다음 도넛의 기본 구조를 형성하는 가늘고 얽힌 섬유로 글루텐을 형성함으로써 재료를 균질화하고 반죽을 발달시키기 때문에 사람의 반죽 과정인 당기고 늘리는 과정을 시뮬레이션합니다. 효모가 부풀어 오르면 반죽을 압출기를 통해 반죽을 공급하는 호퍼에 넣습니다. 그런 다음 기계에 덮개를 씌우고 기계에 압력을 가하여 미리 정해진 양의 반죽을 원하는 모양(기존 도넛의 경우 링, 채워야 하는 도넛의 경우 원)으로 '튀기기'하는 튜브에 반죽을 강제로 넣습니다. 잼 또는 크림 시스템. 효모 반죽의 배치를 열린 기계의 상단에 넣고 덮개를 기계에 놓고 기계에 압력을 가하여 반죽을 미리 정해진 양의 반죽을 밀어내는 튜브에 넣습니다. 원하는 모양 - 기존의 도넛은 링, 잼이나 크림을 채울 도넛은 원 압출기가 도넛 30개 정도를 밀어내는 데 약 15분이 소요됩니다. 자동 도넛 스탬퍼는 압출기와 함께 사용할 수도 있습니다. 이 경우 반죽은 반죽을 평평하게 만드는 일련의 롤러를 통해 형태가 없는 연속적인 흐름으로 압출됩니다. 1.27cm(0.5인치) 두께로 납작해지면 반죽 시트를 도넛 모양으로 스탬프 처리합니다.
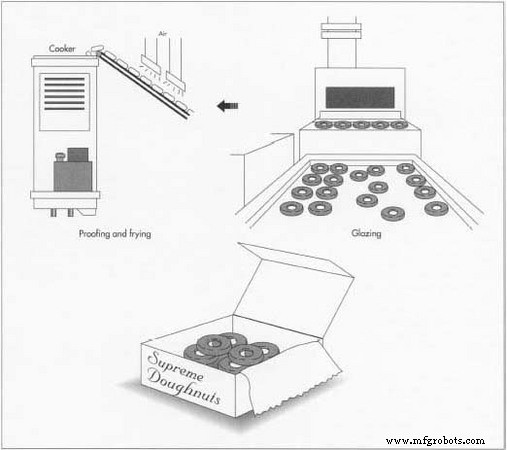 생 도넛은 오븐과 같은 따뜻한 기계인 프루핑 박스로 이송되어 천천히 도넛을 효모가 통제된 조건에서 발효됨에 따라 상승 또는 증거. 교정은 도넛을 가볍고 통풍이 잘되게 만듭니다. 프루핑 후 생 도넛은 자동으로 부착된 오픈 프라이어에 한 번에 한 줄씩 떨어집니다. 도넛이 프라이어를 통과하는 데 2분이 걸립니다. 다음으로, 도넛은 유약 소나기 아래에서 움직입니다. 도넛은 건조 및 냉각을 위해 생산 지역 밖으로 운반됩니다.
생 도넛은 오븐과 같은 따뜻한 기계인 프루핑 박스로 이송되어 천천히 도넛을 효모가 통제된 조건에서 발효됨에 따라 상승 또는 증거. 교정은 도넛을 가볍고 통풍이 잘되게 만듭니다. 프루핑 후 생 도넛은 자동으로 부착된 오픈 프라이어에 한 번에 한 줄씩 떨어집니다. 도넛이 프라이어를 통과하는 데 2분이 걸립니다. 다음으로, 도넛은 유약 소나기 아래에서 움직입니다. 도넛은 건조 및 냉각을 위해 생산 지역 밖으로 운반됩니다.
포장된 건조 혼합물은 사양에 따라 만들어지고 처리 공장에서 확인됩니다. 부패하기 쉬운 것은 신선하게 구입하고 빨리 사용해야 합니다. 이스트 브루는 정확히 혼합하고 12시간 이내에 사용해야 합니다. 반죽, 휴지, 굽기, 튀기기의 모든 시간 간격을 직원들이 주의 깊게 모니터링하는 것이 중요합니다.
교정, 베이킹 및 튀김 기계, 액체 재료 및 생산실의 온도를 주의 깊게 모니터링하고 유지합니다. 특히 중요한 것은 효모가 억제되거나 사멸되지 않도록 효모 양조 및 사전 포장된 혼합물에 적절한 온도의 물을 첨가하는 것입니다. 프루퍼는 너무 뜨겁지 않지만 이스트를 활성화할 만큼 충분히 따뜻한 적절한 온도로 정확하게 설정되어야 합니다. 그렇지 않으면 이스트가 죽고 도넛이 부풀어 오르지 않습니다. 프라이어 온도는 도넛이 너무 많은 기름을 흡수하지 않고 기름기가 없도록 신중하게 결정됩니다. 직원은 주변 실내 온도를 매우 주의 깊게 관찰해야 합니다. 실내가 너무 뜨거우면 효모의 상승에 영향을 미치고 다른 기계의 온도를 재조정해야 할 수 있습니다.
마지막으로 직원들의 감각은 반죽의 품질에 대해 많은 것을 말해줍니다. 반죽이 해면질이고 효모가 적절하게 부풀어 오르면 섞은 후 반죽의 촉감으로 알 수 있습니다. 교정기에서 도넛이 통통한 것을 보면 온도가 적당하다는 것을 알 수 있습니다. 그들은 너무 익지 않도록 튀김 도넛의 적절한 색상을 관찰합니다. 때때로 관리자는 건조 컨베이어에서 도넛을 꺼내서 분리하여 너무 기름기가 없는지 확인할 수 있습니다.
반죽을 개별 도넛 모양으로 동시에 자르는 압출 장치를 사용하여 반죽 낭비를 많이 줄입니다. 스탬핑 메커니즘은 여분의 반죽을 남기지만 해당 반죽은 다음 배치에 다시 혼합할 수 있습니다.
제조공정
투명한 플라스틱 부품을 내부에서 본 모습 최근 몇 년 동안 많은 제품이 플라스틱 부품을 통해 상호 작용을 개선하고, 내부를 과시하고, 조명 효과를 표시하거나, 스타일리시하게 고유한 이점을 얻었습니다. 어떤 경우에는 광학적 선명도 또는 올바른 모양을 얻는 데 드는 비용이 거의 들지 않지만 대부분의 제품에서는 초기 개발 렌더링에 표시된 비전을 투명 플라스틱 요소에 캡처하는 데 필요한 작업에 대해 훨씬 덜 생각합니다. 제품 개발 팀과의 사전 논의 및 계획은 기대치를 집중시키는 데 도움이 될 수 있으며 합리적인 비용으로 의도한 목표를
배경 도넛은 효모 발효 또는 화학적 발효를 거친 달콤한 반죽의 튀긴 고리 또는 구형입니다. 반죽을 섞어 모양을 만들고 뜨거운 기름에 떨어뜨려 튀긴 후 유약을 발라줍니다. 잼을 채운 도넛을 비스마르크라고 합니다. 반죽은 다양하며 초콜릿이나 레몬일 수 있으며 블루베리, 건포도 또는 견과류와 같은 과일을 포함합니다. 화학적으로 기른 도넛은 베이킹 파우더로 만들어지며 일반적으로 밀도가 높고 케이크와 비슷합니다. 그들은 쉽고 빠르게 만들어집니다. 효모의 발효로 인한 이산화탄소 생성에 의해 발효되는 효모로 키운 도넛은 화학적으로 키운 도넛