

C 언어

산업 제조
여기, C의 Hello World 프로그램입니다.
#include<stdio.h> //Pre-processor directive
void main() //main function declaration
{
printf("Hello World"); //to output the string on a display
getch (); //terminating function
} 다음은 코드 설명입니다.
#include는 'C'의 전처리기 지시문입니다.
#include
또한 고유한 함수를 만들고 헤더 파일에 그룹화하고 프로그램 상단에 선언하여 사용할 수 있습니다. 프로그램에 파일을 포함하려면 전처리기 지시문을 사용하십시오.
#include <file-name>.h
파일 이름은 함수가 저장된 파일의 이름입니다. 전처리기 지시문은 항상 프로그램 시작 부분에 배치됩니다.
주요 기능은 모든 'C' 프로그램의 일부입니다. 다음과 같은 다양한 형식으로 주요 기능을 나타낼 수 있습니다.
빈 괄호는 이 함수가 인수, 값 또는 매개변수를 취하지 않음을 나타냅니다. 괄호 안에 키워드 void를 넣어 명시적으로 나타낼 수도 있습니다. void 키워드는 함수가 어떤 값도 반환하지 않음을 의미합니다. 이 경우 마지막 문은 항상 getch()입니다.
#include<stdio.h> //Pre-processor directive
int main() //main function declaration
{
printf("Hello World"); //to output the string on a display
return 0; //terminating function
} 위의 예에서 키워드 int는 함수가 정수 값을 반환함을 의미합니다. 이 경우 마지막 문은 항상 0을 반환해야 합니다.
main 함수가 선언된 후에는 여는 괄호와 닫는 괄호를 지정해야 합니다. 중괄호 { }, 프로그램의 시작과 끝을 나타냅니다. 이 대괄호는 항상 main 함수 뒤에 와야 합니다. 선언 및 실행 부분과 같은 모든 프로그램 코드는 이 대괄호 안에 작성됩니다.
printf 함수는 "Hello World!"라는 텍스트를 전달하여 출력을 생성합니다.
세미콜론; 문장의 끝을 결정합니다. C에서 각 문은 세미콜론으로 끝나야 합니다.
그래서 우리는 컴파일러를 성공적으로 설치했고 이제 'C'로 작업을 시작할 수 있습니다. 우리는 우리에게 인사할 간단한 프로그램을 작성할 것입니다. 시작하자.
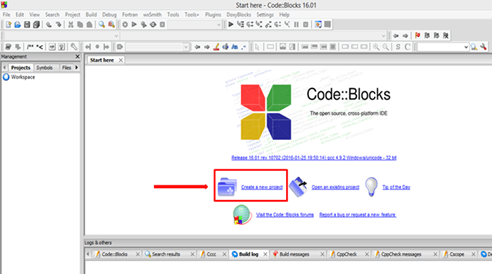
1단계) 새 프로젝트 만들기
2단계) 팝업에서
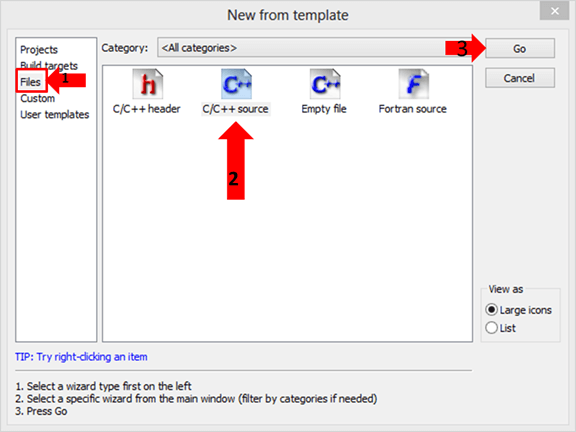
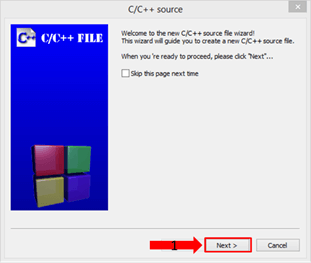
3단계) "다음"을 클릭하여 계속하십시오.
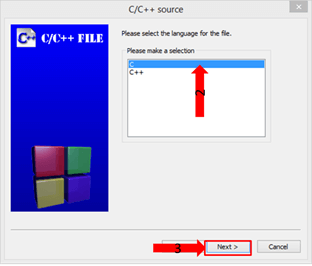
4단계) 새 파일을 생성하려면 "C" 파일을 선택하고 "다음" 버튼을 클릭하여 계속하십시오.
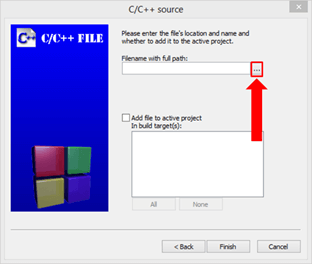
5단계) "..." 버튼을 클릭하여 파일 경로를 설정하면 탐색기 창에서 C 파일을 생성할 수 있습니다.
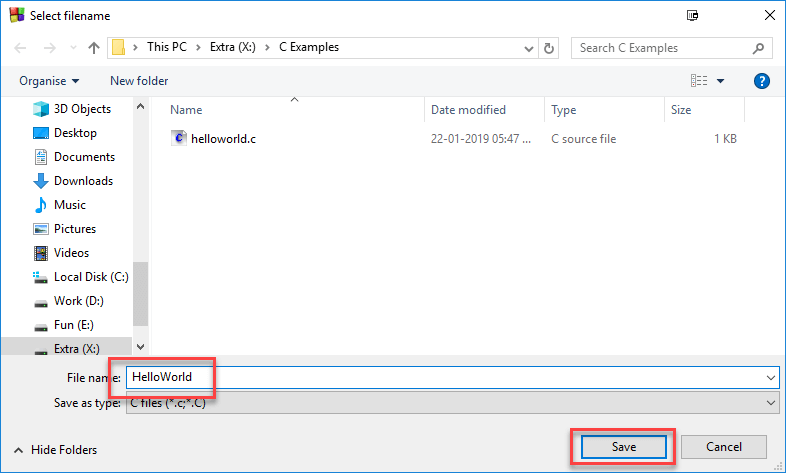
6단계) 새 C 파일의 경로를 선택한 다음 확장자가 .c인 이름을 선택하고 저장하십시오.
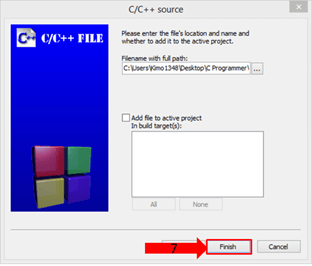
7단계) 마지막으로 C 파일 생성을 확인하려면 "마침"을 클릭하십시오.
8단계) 코드를 입력하고 저장하고 "Build &Run" 버튼을 클릭하여 컴파일합니다.
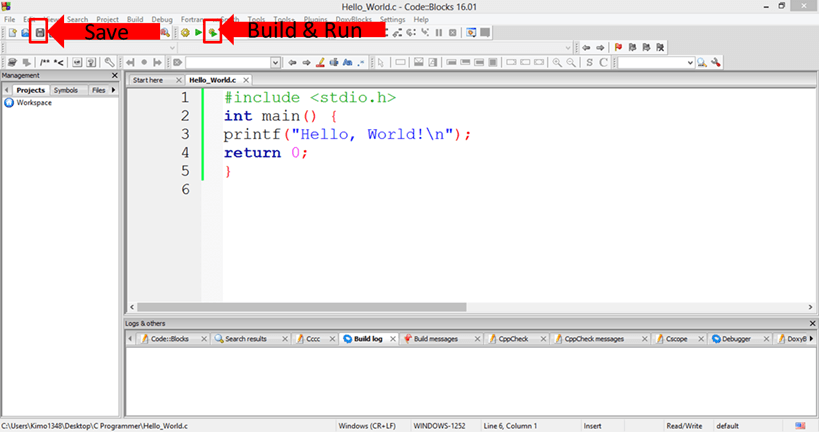
결과는 다음과 같습니다.
Hello, World!
C 언어
제출자:CNC 프로그래머 그림/이미지 CNC 프로그램 N1 [PROFILE 5N2 $1M0X-54.8I205.Y-83.4J82.8N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I5N8 Z100RN9 X50Y-80RN10 Z2RN11 Z-10N12 G42K2N13 G13Y-70J0N14 G21I30N15 G13X90Y-70J45N16 G13X180Y0I12J-15N17 G20N18 G13J165N19 G13X80Y-15J205N20 G13J180N21 G13X50Y-10J135N22 G13J180N23 G21I-
Osai 10 시리즈를 사용하면 프로그래머가 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어(GTL)인 GTL을 사용하여 cnc 프로그램을 만들 수 있습니다.다음은 완전한 Osai GTL 프로그래밍 예제입니다. Osai CNC GTL 프로그램 예시 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y