

CNC 기계

산업 제조
우리 업계의 다른 형태의 기술과 마찬가지로 5축 제조에도 고유한 용어와 기술적인 유행어 목록이 있습니다. 아래에 설명된 많은 기능이 일반적인 것으로 볼 수 있지만 일부는 고급 기계 제어에서만 찾을 수 있습니다. 5축 가공을 연구하는 사람에게는 이 유행어를 이해하는 것이 큰 이점이 될 수 있으며 나중에 후회할 수도 있는 교육 없는 결정을 내리는 것을 방지할 수 있습니다.
도구 중심점 관리(TCPM) :일부 제조업체에서는 RTCP라고도 하는 이 기능은 보다 강력한 기능 중 하나이며 전체 다축 가공 공정에 상당한 영향을 미칠 수 있습니다. TCPM은 프로그래머에게 기계 좌표 자체와 "독립적인" 프로그램을 생성할 수 있는 기능을 제공하고 사용자가 작업을 설정하거나 부품을 프로그래밍할 때 실제 공작물의 단일 지점을 단순히 참조할 수 있도록 합니다. 부품 위치는 기계에 있습니다. TCPM이 없으면 프로그램의 포인트 데이터는 기계 좌표와 회전 중심선을 기준으로 한 이동을 참조해야 하며 모든 프로그래밍은 기계의 작업 영역 내 공작물의 실제 위치에 "종속"됩니다. 예:TCPM이 없으면 프로그램을 생성하기 전에 부품을 기계의 제자리에 배치하고 클램핑해야 하며, 기계 중심선에서 공작물의 실제 거리를 프로그램에서 고려해야 합니다...일반적으로 CAM 공간에서 솔리드 모델을 물리적으로 이동하여 이루어지며, 이는 기계에서와 같이 0에서 정확한 거리입니다. 이것이 우리가 프로그램이 TCPM이 없는 기계 좌표에서 DEPENDENT라고 말하는 이유입니다. TCPM이 없으면 약간의 조정이 이루어져야 하는 경우 작업자는 CAM 시스템으로 돌아가서 솔리드 모델을 필요한 만큼 이동하고 프로그램을 다시 게시하고 기계에 프로그램을 다시 로드하고 절단을 다시 시도해야 합니다. TCPM이 있는 기계에서 이와 동일한 시나리오에서 작업자는 부품 설정 또는 작업 좌표를 간단하게 조정하고 부품을 다시 실행할 수 있습니다. TCPM을 사용하면 다음에 동일한 작업을 설정해야 할 때 작업이 훨씬 더 쉬워진다는 것을 알 수 있기를 바랍니다.
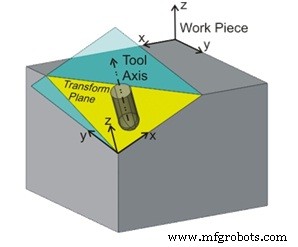
변환 평면 :원래 기계 좌표 작업 평면을 참조하여 배치된 작업 평면입니다. 생각해 보면 Transform Plane은 5면 프로그래밍을 매우 쉽게 만드는 마술이며 하나의 단일 프로그램 내에서 공작물의 5개 면 모두를 개별적으로 제어할 수 있도록 합니다. 먼저 다른 원점을 참조할 수 있도록 함으로써 두 번째로 평평한 작업 평면을 지정하여 가공 중에 커터를 제어할 수 있습니다. 청사진의 기능은 부품의 각 측면에 있는 단일 점을 참조하여 가장 자주 그려지기 때문에(일반적으로 초기 부품 설정에 사용한 동일한 점이 아님) 이러한 다중 원점을 지정하는 기능은 매우 중요합니다. 또한 개별 작업 평면을 변환할 수 있는 기능이 없으면 G83 드릴링 사이클과 같은 고정 사이클을 상단을 제외한 공작물의 면에서 사용할 수 없습니다. 왜냐하면 공구 축이 드릴링되는 공작물의 측면에 수직이어야 하기 때문입니다.
표면 노멀 :사실 기계가공 용어는 아니지만 5축 프로그래밍을 할 때 반드시 익혀야 하는 필수 유행어가 됩니다. 이 용어는 솔리드 모델의 특정 표면에 수직인 축 벡터(또는 선)를 나타냅니다. 솔리드 모델은 주어진 모양을 만들기 위해 여러 표면을 결합하여 구성됩니다. 프로그래머는 항상 표면 법선을 참조하는 도구 기울기 벡터를 지정합니다. 예를 들어 커터가 모양을 따라 이동할 때 도구가 각 표면에 수직으로 유지되도록 하려면 도구가 "표면에 수직"이라고 말합니다. 결과적으로 도구가 모양을 따라 이동할 때 한쪽 또는 다른 쪽으로 기울어지게 하려면 더하기 또는 빼기 기울기 각도를 지정해야 합니다. 이 각도는 수직 표면 법선을 기준으로 합니다.
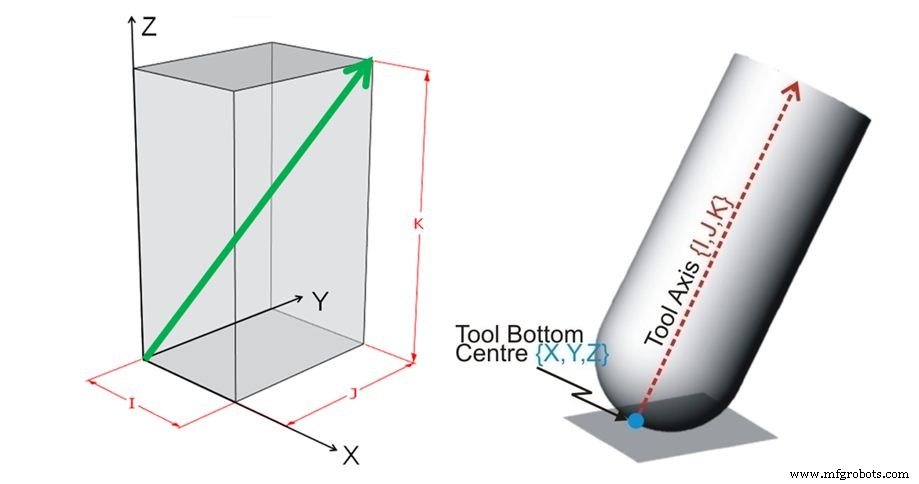
도구 벡터 :도구가 XYZ 접점에서 멀어지는 각도를 나타냅니다. 이 각도는 프로그램의 각 G 코드 라인에 있는 IJK 값 세트에 의해 제어되며 값은 양수 또는 음수일 수 있습니다. 벡터에는 상대적인 측정 단위가 없고 미터법이나 인치 값도 아니지만 단순성을 위해 지정된 기울기 각도와 방향을 시각화할 때 이러한 값을 측정된 거리로 생각하는 것이 도움이 됩니다. 예를 들어, 코드 X2.0 Y2.0 Z.125 I.50 J.50 K.70 프로그램의 도구 기울기 각도를 머리로 쉽게 시각화할 수 있습니다. XYZ 값은 분명히 지정된 위치에 도구의 하단 중앙을 배치하는 데 사용되며 IJK 값은 기울기의 방향과 양을 지정합니다. 문자 I은 X축과 동의어이고 J는 Y축과 동의어입니다. , 그리고 K는 Z축과 동의어입니다. 따라서 접점에서 X축으로 0.50"양의 위치, Y축에서 .50"양의 위치, 양의 Z 방향으로 위로 0.70"인 점을 그립니다. 이제 XYZ 접촉점과 IJK 거리에 의해 생성된 공간상의 점 사이에 그려진 선을 시각화하십시오. 이것이 도구 지정 도구 벡터입니다.
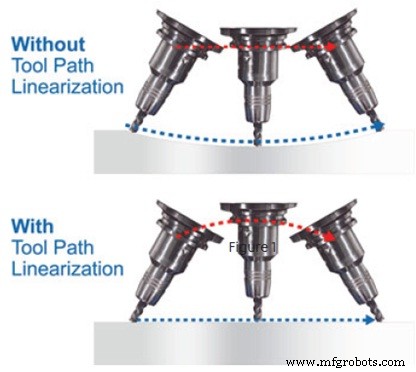
공구 경로 선형화: 두 점 사이의 선형 fasion으로 툴팁을 제어하는 기능. 이 기능이 없으면 프로그래밍은 도구 끝의 이동에서 이동 시작의 "A" 지점과 이동의 끝점 "B"의 두 지점만 제어할 수 있습니다. 이 두 지점 사이에서 일어나는 모든 일은 통제되지 않으며 기계가 "맹목적으로" 움직인다고 말할 수 있습니다. 그러나 공구 경로 선형화가 활성화되면 장비는 장비의 모든 축을 조정하여 툴팁이 두 지점 사이에서 선형 이동하도록 하고 필요한 경우 Z축을 올리거나 내리기도 합니다. 아래의 예시 이미지에서 선형화가 활성화되지 않으면 툴팁이 부품을 극적으로 가우징하는 것을 볼 수 있습니다. 그러나 선형화가 활성화되면 도구가 시작점과 끝점 사이에서 직선으로 이동합니다. 이렇게 하면 가공하는 동안 툴팁을 더 많이 제어할 수 있을 뿐만 아니라 더 작은 프로그램을 만들 수도 있습니다. 왜냐하면 적절한 툴팁 컨트롤의 부족을 만회하기 위해 움직임을 작은 움직임으로 나눌 필요가 없기 때문입니다.

CNC 기계
근거 5축 CNC 연삭기는 일반적으로 밀링 커터와 다른 종류의 공구 비트를 형성하고 연마하는 데 사용되는 커터 그라인더입니다. 일련의 연삭 도구를 사용하는 5축 CNC 도구 연삭기는 다양한 연삭 작업을 제공할 수 있습니다. 예를 들어, 표면 연삭, 원통형 연삭 또는 복잡한 형상 성형. 5축 CNC 연삭기는 제공하는 CNC 시스템의 높은 정밀도와 복잡한 작업으로 인해 점점 더 대중화되고 있습니다. CNC라는 용어는 Computer Numerical Control의 약자로, 5축 CNC 연삭기는 스톡 재료를 연삭하기 위해 절삭 공구를
공구 및 커터 그라인더는 밀링 커터, 공구 비트 및 기타 여러 절삭 공구를 날카롭게 하는 데 사용됩니다. 공구 연삭은 공작 기계를 다시 연마하기 위해 연마제 또는 맞춤형 연삭 휠이 필요한 더 넓은 연삭 기술 분야의 하위 전문 분야입니다. 공구 및 커터 그라인더는 표면, 실린더 또는 복잡한 모양과 같은 다양한 연삭 작업을 수행합니다. 건설 그림. 1 일반 구성, 최고의 기계 공학 공구 및 커터 그라인더의 일반적인 구성은 그림 1과 같다. 기본 구조는 선반과 비슷하지만 터닝 헤드에 죠 척 대신에 그라인딩 휠이 장착되어 있다. 고정