나노 압입을 통한 재료의 전위 진화 및 기계적 특성에 대한 가공으로 인한 표면 아래 결함의 영향
초록
표면 아래 결함은 나노 구조의 정밀도와 성능에 상당한 영향을 미칩니다. 본 논문에서는 나노 압입의 분자 역학 시뮬레이션을 수행하여 표면 아래 결함이 있는 시편 모델을 현실에 맞는 나노 절단으로 구성한 재료의 전위 진화 및 기계적 특성에 대한 가공 유발 표면 결함의 영향을 조사했습니다. 표면 아래 결함의 형성 메커니즘과 기계 유발 결함과 전위 진화 사이의 상호 작용 메커니즘에 대해 논의합니다. 단결정 구리 시편의 경도 및 영 탄성 계수를 계산합니다. 시뮬레이션 결과는 원자 클러스터, 적층 결함 사면체 및 계단 막대 전위와 같은 공작물의 표면 아래에 안정적인 결함 구조 잔류물이 존재함을 나타냅니다. 나노 압입의 2차 가공은 가공물의 내부 결함을 복원할 수 있지만 2차 가공 영역의 표면 아래 손상은 악화됩니다. 시편의 나노 압입 경도는 표면 아래 결함의 도입으로 증가하여 가공 경화 효과가 형성됩니다. 표면 아래 결함의 존재는 전위와 표면 결함 사이의 상호 진화가 중요한 역할을 하는 탄성 변형에 저항하는 재료의 능력을 약화시킬 수 있습니다.
<섹션 데이터-제목="배경">
배경
나노미터 규모의 초정밀 제조는 서브미크론 차원 정확도와 나노스케일 표면 품질을 가진 나노 부품을 얻는 효과적인 방법으로 널리 간주됩니다[1]. 제조 후 일부 안정적인 표면 아래 결함이 공작물 내부에 남아 있습니다[2,3,4,5]. 표면 아래 결함은 가공 정확도와 표면 품질에만 영향을 미칠 뿐만 아니라 나노 부품의 기계적 특성과 수명에도 결정적인 영향을 미칩니다. 표면하 결함에 대한 많은 연구는 분자 역학(MD) 방법에 의해 수행되었으며, 주로 표면하 결함[6, 7], 표면하 결함(SSD) 층의 두께[8, 9] 및 표면 무결성에 대한 표면 결함의 영향 [10, 11]. 그러나 공작물 재료의 기계적 특성에 대한 표면 결함의 영향은 덜 연구되었습니다. 나노 구조의 기계적 특성은 서비스 성능과 수명에 매우 중요합니다. 따라서 표면 아래 결함이 재료의 기계적 특성에 미치는 영향은 조사해야 할 핵심 문제가 되었습니다.
나노 절단 공정의 분자 역학 시뮬레이션을 통해 SSD 층을 고려하기 위한 많은 연구가 진행되어 왔다. Narayanan[12]은 단결정 금에서 적층 결함 사면체(Stacking Fault tetrahedral, SFT)의 형성을 연구하고 SFT의 변형 유도 메커니즘을 도입했습니다. Inamura[13]는 나노 절단 공정 중 칩 형성과 재료 슬립 변형을 조사했으며 칩 형성은 주로 전단 슬립 변형에 의해 유발된다고 지적했다. Pei[14]는 나노 절단 공정 중 전위 전개와 절단력에 대한 절단 매개변수의 영향을 연구했으며 공작물이 40 nm보다 클 때 크기 효과가 크지 않다는 것을 발견했습니다. Dai [15]와 Liu [16]는 다이아몬드 공구 구조와 공작물 표면 결함의 진화에 대한 크기 영향을 연구하기 위해 각각 MD 시뮬레이션과 실험 방법을 채택했습니다. 이전 연구는 나노 절단 후 공작물에 안정적인 표면 아래 결함이 있음을 보여줍니다. 절삭 매개변수와 공구 형상 매개변수는 표면 아래 손상층의 두께와 전개, 심지어 가공 정확도에 큰 영향을 미칩니다. 그러나 나노 절단으로 얻은 관련 데이터를 분석하여 공작물 재료의 기계적 특성을 계산할 수 없습니다.
나노 압입은 경도 및 탄성 계수와 같은 기계적 특성을 특성화하는 효과적인 기술입니다[17]. 기계적 물성 성능을 실험적, 이론적 모델로 평가하기 위해 나노 압입에 대한 많은 연구가 진행되어 왔다. Zimmerman[18]은 슬립 벡터에 의한 나노 압입 과정에서 전위 방출을 분석했습니다. Ruestes[19]는 MD 시뮬레이션을 통해 단결정 Fe의 나노 압입을 연구했으며 압입 영역에서 재료를 제거하기 위해 표면 아래의 전위 생성이 필요하다는 것을 발견했습니다. Huang [20]은 단결정 다이아몬드 매트릭스에서 나노 압입의 MD 시뮬레이션을 수행하고 압입하의 다이아몬드 재료의 변형이 〈110〉 {111} 전위 루프의 핵 생성 및 전파에 의해 지배된다는 것을 발견했습니다. Sharma[21]는 구리 매트릭스에서 인공적으로 단단한 입자 모델을 구성하고 기계가공 공정에서 표면 아래 결함 전개에 대한 단단한 입자의 영향을 분석했습니다. Peng[22]는 계면에 의해 생성된 응력 균질화 효과로 인한 나노 압입에 의한 Cu 기판의 그래핀 코팅 강화 메커니즘을 조사했습니다. 위의 분석으로부터, 표면하 결함의 영향에 대한 선행 연구는 주로 완전한 결정 물질 또는 인공적인 구성 가상 결함에 기초하고 있으며, 이는 실제 표면 결함과는 거리가 멀다는 것을 알 수 있다. 따라서 표면 아래 결함이 공작물의 기계적 특성에 미치는 영향을 분석하려면 표면 아래 결함이 있는 공작물 모델을 사실적으로 구성하는 것이 필수적입니다.
본 논문에서는 실제 특성에 맞는 표면 아래 결함이 있는 공작물 모델을 얻기 위해 나노 절단 방법을 채택하였다. 이를 기반으로 단결정 구리의 기계적 특성에 대한 표면 결함의 영향을 연구하기 위해 나노 압입 시뮬레이션을 수행했습니다. 먼저, 나노 절단 공정 중 표면 아래 결함의 형성 및 진화 메커니즘에 대해 논의하고 나노 절단 후 공작물 표면 아래의 일반적인 결함 구조를 분석합니다. 둘째, 가공으로 인한 표면 아래 결함과 압입 중 전위 핵 생성 사이의 상호 작용 메커니즘을 분석합니다. 셋째, 나노 압입으로 얻은 하중-변위 데이터를 기반으로 단결정 구리 시편의 경도 및 영 탄성 계수를 계산합니다. 마지막으로 몇 가지 새로운 결론을 요약합니다.
방법
시뮬레이션 모델
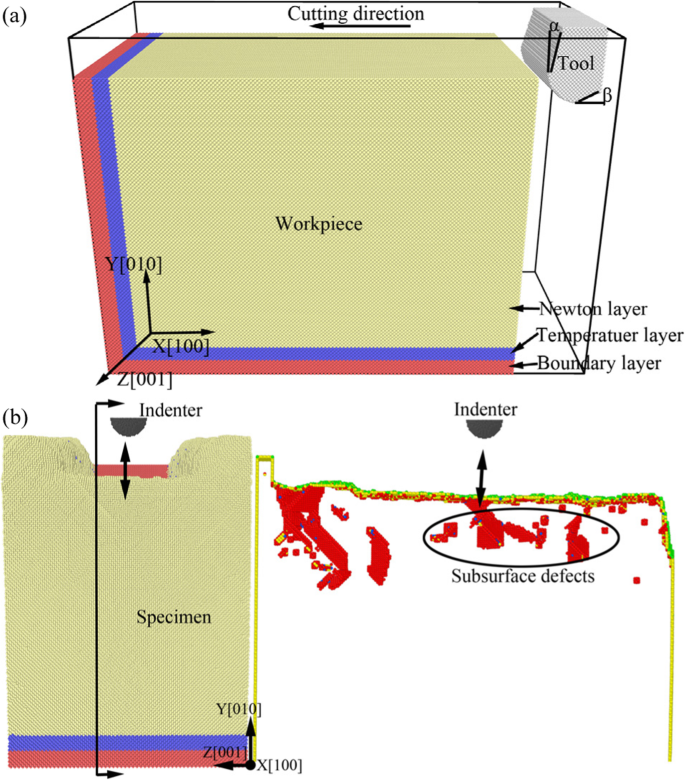
나노 가공에서 표면 아래 결함이 재료의 기계적 특성에 미치는 영향을 조사하려면 표면 결함이 있는 시편 모델을 구성해야 합니다. 본 연구에서는 나노 절단 공정의 MD 시뮬레이션을 통해 이를 구현하였다. 먼저 MD 시뮬레이션 모델을 구축하고 나노 절단 공정 시뮬레이션을 수행한다. 그런 다음 MD 시뮬레이션 중 충분한 시간 동안 시편과 절단 도구가 이완됩니다. . 마지막으로, 일부 안정적인 표면 아래에 남아 있는 결함 공작물의. 3차원 MD 시뮬레이션 모델의 개략도는 그림 1에 나타나 있으며, 나노 절단 모델은 그림 1a에, 나노 압입 모델은 그림 1b에 나와 있습니다. 그림 1에서 피삭재와 시편의 재질은 단결정동이고 Tool과 Indenter는 다이아몬드 재질이다. 아크 블레이드 다이아몬드 도구는 나노 절단 공정에 사용되며 도구 모서리 반경은 3 nm입니다. Indenter는 nano-indentation 공정에서 반구형이며 직경은 6 nm입니다. 공작물과 시편은 각각 Newton 층, 온도 층 및 경계 층의 세 부분으로 나뉩니다. 크기 효과와 경계 효과를 줄이기 위해 시뮬레이션 시스템의 [010] 방향에서 주기적인 경계 조건(PBC)을 채택하였다. 도구와 공작물 사이의 초기 상호 작용을 피하기 위해 절단 도구는 공작물의 오른쪽 상단 3 nm에 위치하고 압자는 시편까지 6 nm 위치에 놓입니다. 자세한 시뮬레이션 매개변수는 표 1에 나와 있습니다.
<그림>
나노 절단 및 나노 압입을 위한 단결정 구리의 3차원 MD 시뮬레이션 모델의 개략도. 아 나노 절단 공정 모델. ㄴ 표면 아래 결함이 있는 나노 압입 공정에 대한 모델
원자간 전위 함수
본 연구에서는 대규모 원자/분자 대량 병렬 시뮬레이터(LAMMPS)를 이용하여 3차원 MD 시뮬레이션을 수행하였다. 병렬 계산은 인터페이스 라이브러리를 전달하는 메시지의 도움으로 실현되었습니다. Morse potential, Embedded-atom Method(EAM) potential 및 Tersoff potential은 LAMMPS 소프트웨어 패키지에서 호출되는 시뮬레이션에 사용됩니다. 공작물의 Cu 원자와 공구의 C 원자 간의 상호 작용은 Eq에 표시된 모스 전위에 의해 계산됩니다. 1 [23].
여기서 fㄷ (r이 ) 원자 사이의 절단 함수, VA (r이 )은 이중 포텐셜 흡수 항, VR (r이 )는 반발 항의 이중 잠재력이며, r이 원자 i 사이의 원자 거리입니다. 및 원자 j .
결함 분석 방법
단결정 구리의 나노 절단에서 변형 및 전위는 공작물의 표면 아래에서 핵을 생성합니다. 이 논문에서는 중심 대칭 매개변수(centro-symmetry parameter, CSP)를 도입하여 공작물의 전위 핵 생성 및 결함 전개를 분석합니다. FCC(Face Center Cubic) 재료의 경우 CSP 값은 Eq. 6 [27].
여기서 R나 동일한 길이의 인접 원자 및 Ri+6 는 반대 방향의 이웃 원자입니다. FCC 결정, 부분 전위, 적층 결함 및 표면 원자의 CSP 값은 각각 0, 2.1, 8.3 및 24.9입니다[27].
CSP 방법은 엇갈린 원자를 식별할 수 있지만 공작물의 국부적인 원자 결정 구조 상태는 인식할 수 없습니다. 따라서 국부적 결정 구조 결함을 식별하기 위해 CNA(Common Neighbor Analysis)가 도입되었습니다. Honeycutt와 Andersen[28]이 제안한 원래의 CNA 방법에서는 다양한 구조를 도표로 표현하였다. 현재 OVITO[29]에는 5가지 종류의 CNA 패턴이 있으며, 여기서 국부적 결정 구조는 FCC(Face Center Cubic), HCP(Closed-Packed hexagonal), BCC(Body centered Cubic), ICO(이십면체), 및 각각 알려지지 않음. 이 논문에서는 전위 결함의 전개를 분석하기 위해 전위 추출 알고리즘(DXA)[30]도 소개합니다. DXA에 의해 공작물의 다른 결정 구조는 다른 색상으로 표시되고 공작물의 전위 결함은 다른 색상의 선으로 표시됩니다.
결과 및 토론
나노 절단 공정의 표면 결함 진화
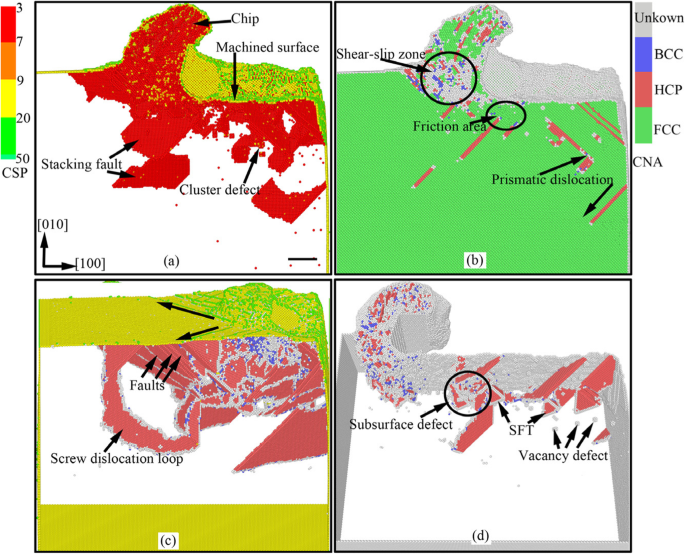
나노 절단 공정에서 공작물에 대한 절삭 공구의 압출 및 전단 작용에 따라 절삭 깊이 두께의 공작물 표면 재료가 제거되고 특정 크기 정확도와 표면 품질을 가진 새로운 가공 표면이 형성됩니다. 응력 변형 및 열 변형을 포함하는 복합 탄성-소성 변형은 에너지 변환 및 응력 집중을 수반하는 공작물의 표면 및 하부 표면에서 발생합니다. 따라서 표면 아래 손상층이 형성되고 칩이 제거됩니다. 그림 2는 단결정 구리의 나노 절단 공정 중 표면 아래 결함 전개 및 재료 제거의 인스턴트 뷰를 보여줍니다. 그림 2에서 원자는 CSP와 CNA 분석 결과 값에 따라 채색되어 있다. 도 2a 및 c에서 황색, 녹색, 적색 및 청색 원자는 표면 원자, 표면 결함 원자, 표면 결함 원자 및 FCC 원자이다. 그림 2에서 볼 수 있듯이 나노 절단 공정에서 가공물의 표면 아래에는 점결함, 결손, 적층결함, 클러스터 결함, 프리즘 전위, 나사 전위 루프와 같은 전형적인 결함 구조가 많이 형성됨을 알 수 있습니다.
<그림>
단결정 구리의 나노 절단 공정 중 표면 아래 결함 전개의 즉각적인 보기(온라인 색상, 눈금 막대 5 nm). a의 절단 거리 , b , ㄷ , 및 d 각각 18 nm, 18 nm, 6 nm 및 32 nm
절삭 공구의 압착 및 전단 효과로 인해 rake face 앞의 원자에 대해 전단 슬립 변형이 발생하고 나노 절단 공정 중에 공작물에 1 차 전단 슬립 영역이 형성됩니다 (그림 2). 2b. 이들 원자 중 일부는 경사면을 따라 미끄러지며 그림 2a와 같이 절단 칩이 형성됩니다. 일부는 아래로 이동하고 그림 2b와 같이 공구 측면의 압착 마찰로 가공면이 형성됩니다. 나머지는 안쪽으로 이동하여 그림 2a 및 b와 같이 적층 결함, 클러스터 결함 및 프리즘 전위와 같은 표면 아래 결함이 형성됩니다.
공구 측면 표면의 마찰 및 압출로 인해 측면 근처의 원자에 에너지 축적이 발생하고 원자는 고에너지 원자가 됩니다. 원자 에너지가 일정 수준을 초과하면 에너지 원자가 운반하는 에너지가 방출되고 에너지 원자 구동 아래 전위가 형성됩니다. 따라서 그림 2d와 같이 측면 마찰 영역에 많은 전위가 형성됩니다. 가공된 표면이 형성되면 전위가 표면 아래에서 핵 생성, 확장 및 소멸됩니다. 마지막으로 그림 2d와 같이 적층 결함, SFT 및 공석 결함과 같은 결함 구조가 표면 아래에 남아 있습니다. 적층 결함은 절삭 공구 아래의 전단 슬립 영역에서 핵이 생성된 다음 공작물로 확장되고 최종적으로 공작물의 자유 표면에서 소멸됩니다. 결국 가공물 표면에 전위선이 형성됩니다. 그리고 전위선은 \( \left[\overline{1}0\overline{1}\right] \), \( \left[\overline{1}01\right] \) 및 [101]을 따라 확장됩니다. 지도. 전단 슬립 영역의 가장자리에 위치한 나사 전위 루프는 여러 적층 결함과 일련의 나사 전위로 구성됩니다. 전단-슬립 영역의 압축 응력 상태의 구동 하에서 나사 전위가 형성된다[11].
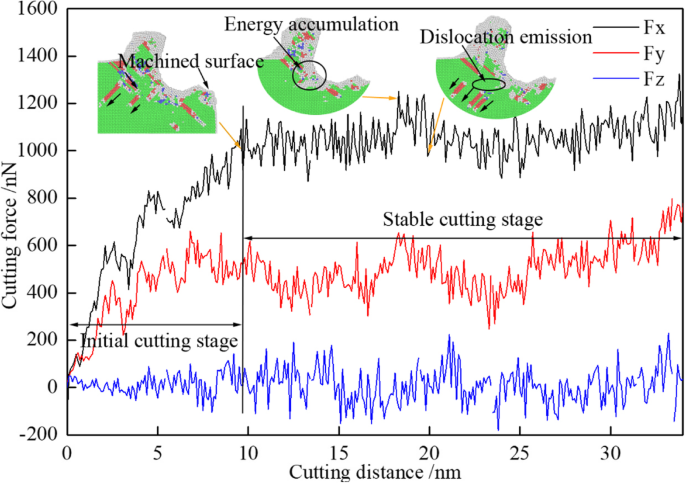
나노 절단 공정에서 전위는 절단 도구의 작용에 따라 핵이 생성되고 확장됩니다. 에너지의 집합 및 방출과 함께 절단력은 절단 거리의 증가에 따라 변동되며, 이는 그림 3에 3차원으로 표시됩니다. Fig. 3에서 흑색, 적색, 청색 곡선은 각각 이송력(Fx), 배면력(Fy), 접선력(Fz)이다. Fig. 3에서 볼 수 있듯이 절단공정은 초기절단단계와 안정적인 절단단계의 2단계로 구분된다. 초기 절단 단계에서 이송력과 배력은 직선적으로 급격히 증가합니다. 이송력의 최대값은 1100nN 이상에 도달했지만, 백포스는 600nN 부근에서 막 도달했습니다. 도구 끝이 공작물에 완전히 절단되면 그림 3에서 첫 번째 작은 그래프와 같이 가공된 표면이 형성됩니다. 그런 다음 나노 절단 공정은 안정적인 절단 단계로 이동합니다. 안정적인 절단 단계에서 세 가지 힘은 모두 평형 위치에서 변동합니다. 평균 이송력은 약 1000nN이고 평균 배력은 약 500nN에 불과합니다. Fig. 3에서 볼 수 있듯이 이송력은 20 nm의 절단거리에서 급격히 감소한다. 이는 에너지 축적이 그림 3의 두 번째 작은 그래프와 같이 임계 격자 변형 에너지인 특정 수준에 도달하기 때문입니다. 그 동안 절삭 공구에 큰 저항이 작용하여 절삭 부하가 피크 값. 그러면 에너지가 방출되어 전위 방출이 발생하고 그림 3의 세 번째 작은 그래프와 같이 절삭력이 감소합니다. 따라서 안정적인 절삭 단계에서 절삭력이 변동됩니다. 전위의 핵형성, 신장, 소멸은 절삭력의 변동으로 이어져 결국 가공물에 존재하는 표면하 결함을 초래한다.
<그림>
절단 거리에 따른 절단력의 변화 곡선(온라인 색상). 검정, 빨강 및 파랑 곡선은 각각 이송력(Fx), 배면력(Fy) 및 접선력(Fz)입니다.
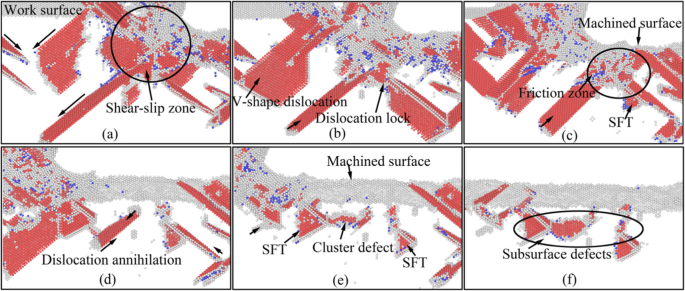
나노 절단 공정 중 가공물의 표면 아래 전위 결함의 전개와 감정을 자세히 조사하기 위해 전위 분포와 절단 거리에 따른 변화를 CNA 방법으로 미세하게 분석합니다. 특정 영역에서 공작물의 표면 아래 결함 전개는 그림 4에 나와 있으며, 여기서 그림 4a, b, c, d, e 및 f의 절단 거리는 각각 8 nm, 10 nm, 12 nm, 20 nm입니다. , 24 nm 및 32 nm. Fig. 4a에서 볼 수 있듯이, 절삭가공의 예비단계에서 절삭공구의 압출전단작용에 의해 전단슬립영역에서 많은 전위결함이 핵생성됨을 알 수 있다. 특히 그림 4b와 같이 전단슬립영역에서 원자응력과 에너지의 구동작용에 의해 V자형 전위와 단층이 형성된다. 후속 처리 과정에서 절단 도구가 계속 이동하면서 전단 슬립 영역이 앞으로 이동합니다. 변형 에너지 감소로 인해 결함이 점차 소멸됩니다. 절삭 공구가 계속 전진하는 동안 측면 마찰 영역이 결함 근처로 이동합니다. 그리고 측면의 압출과 마찰에 의해 거칠기 가공면이 형성됩니다. 그런 다음 그림 4d와 같이 결함이 계속 소멸되고 공작물 표면에서 점차적으로 분리됩니다. 마지막으로 결함은 공작물의 표면 아래에 꾸준히 존재하는 클러스터 결함으로 변환됩니다. 유사하게, 형성된 V자형 전위는 두 개의 적층 결함과 전위 잠금의 상호 작용에 따라 점차적으로 SFT로 진화합니다. 이러한 안정적인 결함은 그림 4e 및 그림 4f와 같이 표면 아래 변형된 레이어로 함께 구성됩니다.
<그림>
공작물의 표면 아래 결함 전개(온라인 색상). a의 절단 거리 , b , ㄷ , d , e , 및 f 각각 8 nm, 10 nm, 12 nm, 20 nm, 24 nm 및 32 nm
입니다.
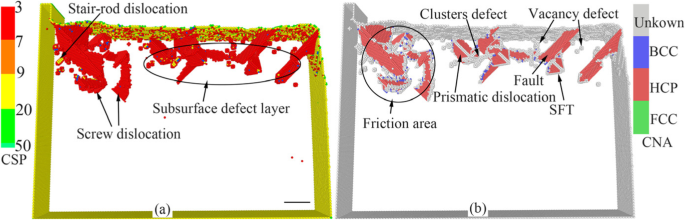
우리가 알고 있는 바와 같이 잔류 응력 해제 및 내부 결함 복구가 발생합니다. 노화 처리 후 공작물에. 실제 나노 가공에서는 가공 과정에서 형성된 표면 아래 결함 중 일부가 가공 공정 후에 사라집니다. 시효 처리 후 공작물의 상태를 시뮬레이션하기 위해 절단 시스템에서 분자 역학 완화가 오랫동안 수행됩니다. 장기간 MD 이완 후 공작물의 표면 아래 잔류 결함 분포도가 그림 5에 나타나 있으며, CSP 및 CNA 방법에 의한 분석 결과에 따라 원자가 착색되어 있습니다. 그림 5에서 1차 전위가 이완 후에 소멸됨을 알 수 있다. 그림 5와 같이 공작물의 표면 아래에는 공공 결함, 적층 결함, 원자 클러스터, 각주 전위, 나사 전위, SFT 및 계단봉 전위가 존재한다. 위의 분석에 따르면 이러한 결함은 복잡한 내부 응력의 유도와 전위 결함의 상호 작용은 나노 처리 후 공작물의 크기 정확도와 표면 품질에 영향을 미칩니다.
<그림>
나노미터 절단 후 공작물의 표면 아래 잔류 결함 분포(온라인 색상, 스케일 바 5 nm). 아 노란색, 녹색, 빨간색 및 파란색 원자는 표면 원자, 표면 결함 원자, 표면 결함 원자 및 FCC 원자입니다. ㄴ 녹색, 빨간색, 회색 및 파란색 원자는 FCC, HCP, unknown 및 BCC 구조입니다.
가공으로 인한 표면 아래 결함이 있는 구리 시편에 대한 나노 압입 테스트
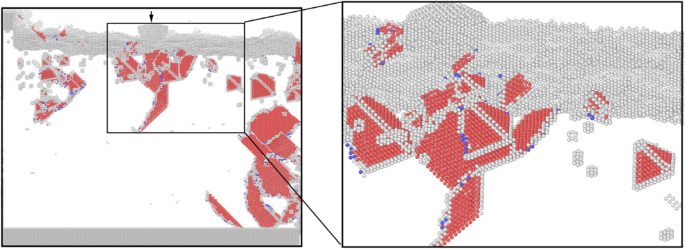
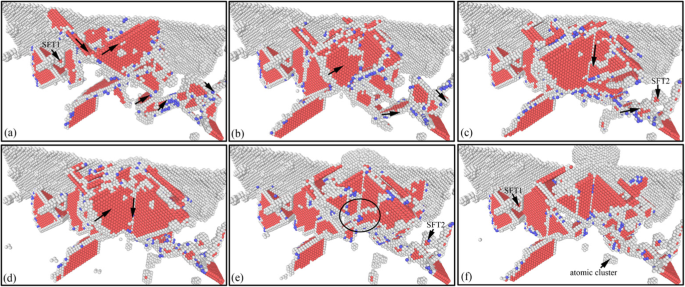
가공으로 인한 표면 아래 잔류 결함은 표면의 기계적 특성, 특히 경도와 영률을 결정합니다. 따라서, 나노 압입 동안의 핵형성 및 전위의 상호작용에 대한 조사가 매우 필요한 것으로 보인다. 기계가공으로 인한 표면하 결함이 단결정 구리의 기계적 특성에 미치는 영향을 조사하기 위해 나노 절단 시뮬레이션과 동일한 매개변수를 사용하여 나노 절단 후 시편에 나노 압입 공정을 적용했습니다. 시뮬레이션 결과는 Fig. 6, 7, 8, 9 및 10. 나노 압입 초기 상태에서 표면 아래 결함 분포의 순간적인 원자 이미지는 그림 6에 나와 있습니다. 그림에서 여러 SFT, V자 모양 전위, 일부 프리즘 전위 및 인덴터 아래의 일부 클러스터 결함. 이러한 표면 아래 결함은 나노 압입 공정 동안 공작물의 전위 핵 생성 및 팽창에 영향을 줄 수 있습니다. 그리고 나서 공작물 재료의 기계적 특성이 변경됩니다.
<그림>
초기 압입 상태에서 공작물의 표면 아래 결함 분포(온라인 색상). 빨간색, 회색 및 파란색 원자는 HCP, 미지 및 BCC 구조입니다.
<그림>
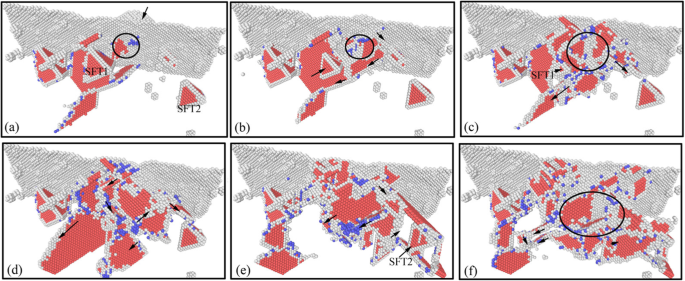
나노 압입(color online)의 로딩 과정에서 표면 아래 전위 결함 진화. a의 해당 들여쓰기 깊이 –f 각각 0 nm, 0.5 nm, 1 nm, 2 nm, 3 nm 및 4 nm입니다.
<그림>
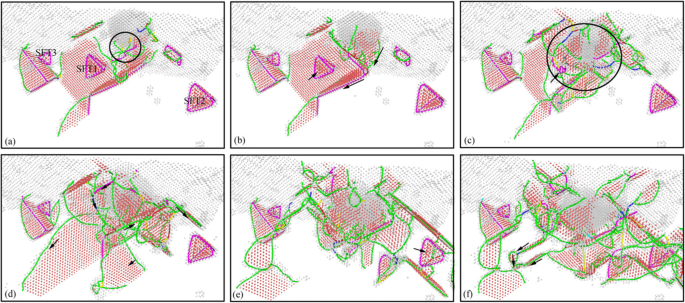
나노 압입의 로딩 과정에서 표면 아래 전위 분포(color online). a의 해당 들여쓰기 깊이 –f 각각 0 nm, 0.5 nm, 1 nm, 2 nm, 3 nm 및 4 nm입니다. 색 구성표:완벽한 탈구를 위한 짙은 파란색, Shockley 탈구를 위한 녹색, Stair-rod 탈구를 위한 분홍색, Hirth 탈구를 위한 노란색, Frank 탈구를 위한 밝은 파란색, 미확인 탈구를 위한 빨간색
<그림>
나노 압흔의 언로딩 과정에서 표면 아래 결함 진화(온라인 컬러). a의 해당 들여쓰기 깊이 -f는 각각 4 nm, 3 nm, 2 nm, 1 nm, 0 nm 및 -1 nm입니다.
<그림>
나노 압흔의 언로딩 과정에서 표면 아래 전위 분포(color online). a의 해당 들여쓰기 깊이 –f 각각 4 nm, 3 nm, 2 nm, 1 nm, 0 nm 및 -1 nm입니다. 색 구성표:완벽한 탈구를 위한 짙은 파란색, Shockley 탈구를 위한 녹색, Stair-rod 탈구를 위한 분홍색, Hirth 탈구를 위한 노란색, Frank 탈구를 위한 밝은 파란색, 미확인 탈구를 위한 빨간색
nano-indentation loading 과정에서 subsurface dislocations의 atomic evolution 이미지는 Fig. 7에 나타내었다. Fig. 7a에서 indenter가 시편 표면에 접촉했을 때 초기 dislocation 핵형성이 시편 표면에 발생함을 알 수 있다. 표본. Indenter의 하향 압력으로 인해 핵 전위가 점차적으로 확장됩니다. 한편, 압자에 의해 가해지는 응력의 영향으로 많은 수의 전위가 핵이 형성되어 그림 7b와 같이 슬립 시스템을 따라 이동하였다. 새로 형성된 전위와 원래의 표면 아래 결함 사이의 상호 작용에 따라 일부 단순 결함이 점차 사라지고 V 자 모양 전위가 계속 진화하고 점차 소멸됩니다. 압자 아래의 SFT는 그림 7c와 같이 점진적으로 감소합니다. 압입 공정이 진행됨에 따라 새로운 핵 전위 결함의 규모가 증가하고 V 자형 전위와 압자 아래의 SFT1이 점차 사라집니다. 동시에, 압입 과정에서 형성된 전위 결함은 점차적으로 각형 전위 루프로 진화하여 그림 7d와 같이 적층 결함이 점차 사라지게 된다. 새로 형성된 프리즘 전위 루프는 인덴터의 오른쪽 하단에 있는 SFT2까지 계속 확장됩니다. 안정적인 구조로 인해 SFT2는 그림 7e와 같이 프리즘 전위 루프가 확장되는 동안 변형되지 않은 상태로 유지됩니다. 압자가 아래로 눌려짐에 따라 프리즘 전위 루프가 아래쪽으로 계속 확장되고 표면 아래 영역의 전위 결함 규모가 점차 증가합니다. SFT2 구조는 Fig. 7 f와 같이 시편의 표면 아래에 안정적으로 존재하며 전위 결함의 이동 및 간섭 시 변화가 없다.
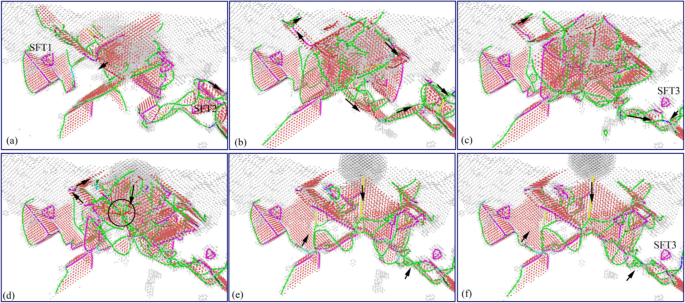
압입 과정에서 표면 아래 결함의 전개와 분포를 보다 명확하게 보여주기 위해 DXA 방법을 사용하여 압입 후 시편을 분석합니다. 그림 7에 해당하는 각 시간의 지하 전위 분포 이미지는 그림 8과 같이 DXA 분석에 의해 얻어집니다. 전위는 다음 구성표에 따라 채색됩니다. 완전 전위는 진한 파란색, Shockley 전위는 녹색, Stair-rod는 분홍색 전위, Hirth 전위는 노란색, Frank 전위는 하늘색, 미확인 전위는 빨간색입니다.
Fig. 8 에서 초기 압입상태에서 가공물 하부표면은 주로 Shockley 전위와 Stair-rod 전위로 구성되어 있음을 알 수 있다. 지하에 존재하는 SFT는 6개의 계단봉 전위로 구성된 정사면체 구조이다. Indenter가 공작물과 접촉하면 그림 8a와 같이 공작물 표면의 전위 핵 생성이 노란색 Hirsh 전위입니다. 압자가 아래로 눌러지면서 많은 수의 전위가 핵을 형성하고 슬립 시스템을 따라 이동합니다. 노란색 Hirsh 전위는 그림 8b와 같이 점차 녹색 Shockley 전위로 변경됩니다. 새로 형성된 전위와 원래 SFT1 사이의 상호 작용에 따라 그림 8c와 같이 일부 단순 전위가 점차적으로 사라집니다. 표면하 전위의 규모는 압자가 아래로 내려감에 따라 증가하고 새로 형성된 전위는 주로 녹색 Shackley 전위입니다. Shockley 전위와 SFT1 사이의 상호 작용은 그림 8d와 같이 SFT1의 크기가 점진적으로 감소하고 SFT1이 궁극적으로 사라집니다. 결함 규모가 증가함에 따라 시편의 표면 아래에서 전위의 수와 유형이 증가합니다. 지하에는 적색의 미지의 전위가 형성되어 있으며, 그림 8e와 같이 여러 개의 Shockley 전위가 프리즘 전위 루프를 구성하고 있습니다. Shockley 전위와 Stair-rod 전위의 상호작용하에서 Fig. 8f와 같이 Indenter의 약한 압출로 인해 Indentation 영역에서 멀리 떨어진 SFT2와 SFT3가 결국 사라지지 않았다.
nano-indentation unloading 과정에서 subsurface dislocation의 진화 영상은 Fig. 9와 같다. Figure 10은 Fig. 9에 해당하는 subsurface dislocation의 분포 영상을 보여준다. 두 그래프에서 subsurface 결함의 scale이 증가함을 알 수 있다. 처음에는 압자가 위쪽으로 이동하는 과정에서 점차 감소합니다. 이는 재료 변형 에너지의 지속적인 방출과 Indenter가 시편에 가하는 접착력 사이의 포괄적인 기능에 의해 발생합니다. Unloading 과정의 초기 단계에서 시편에 대한 Indenter 효과의 상향 흡착력은 크지 않습니다. 표면 아래 결함의 진화는 주로 재료 변형 에너지에 의해 구동되며, 이는 표면 결함의 규모를 증가시킵니다. 그리고 무대에서의 탈구의 주요 유형은 그림 2와 같이 초록색 Shockley 탈구와 분홍색 사다리 탈구입니다. 9a, b 및 10a, b. SFT2와 근처의 Shockley 전위 사이의 상호 작용으로 인해 분홍색 계단 막대 전위가 압자 작용에서 멀리 떨어진 영역에서 녹색 Shackley 전위로 바뀝니다. 한편, SFT2는 도 1 및 도 4에 도시된 바와 같이 보다 작은 결함인 SFT3으로 변환된다. 9c 및 10c. Indenter를 지속적으로 들어올리면 Indenter가 시편에 가하는 결합 및 흡착 효과가 점차 증가합니다. Accompany with the deformation energy release, the size and types of dislocations in subsurface increase. And more perfect dislocations, Hirh dislocations, and unknown dislocations are formed, as shown in Figs. 9d and 10d. In later stage of unloading process, the material deformation energy is basically released, and the evolution of subsurface defects is dominated by the adsorption from the indenter. Therefore, the subsurface defects are annihilated rapidly, and the scale of subsurface defects decreases rapidly. And a typical Hirsch dislocation is formed in the direction of the indenter upward, which is shown in Figs. 9e, f and 10e, f. Finally, the scale of subsurface defects decreases considerably, and some typical subsurface defects, such as SFT and atomic clusters, are gradually disappeared. From the above analysis, it can be seen that secondary processing (nano-indentation) can restore the typical internal defects formed in nano-cutting, and the subsurface damage becomes more serious in the secondary processing area. These characteristics of subsurface defects will affect the mechanical properties of materials. Hence, it is necessary to study the effect of subsurface defects on the mechanical properties of material.
Mechanical properties of materials can be calculated by load-displacement curve, such as hardness, elastic modulus, and yield strength. In this study, hardness and Young’s modulus of single crystal copper were investigated. The variation of load on the indenter was monitored during the nano-indentation process, and the load-displacement curve of the nano-indentation process was drawn, as shown in Fig. 11. The max indentation depth of the red and black curves respectively is 2 nm and 3 nm, in which both loading and unloading processes are included. The upward direction of load is defined as positive direction, so the load-displacement curves are all above the zero line in the process of loading, while the load on the indenter changes from positive to negative during unloading. The elasticity restore of deformed matrix material exerts an upward force on the indenter. Therefore, in order to keep the indenter raising in uniform speed, a downward force (positive) is required. With the gradual recovery of deformation, the force gradually decreases until it disappears. Then the force applied on the indenter becomes negative, and the absolute value of the force first increases and then decreases. From the graph, it can be seen that the specimen is in the stage of elastic deformation during loading process, and the load increases in proportion to the displacement. When the displacement of the indenter is 1 nm, the load on the indenter is fluctuated dramatically, as indicated by the arrow on the left side of Fig. 11. This is because that the indenter is pressed down to the SFT1 shown in Fig. 7, which results in the greater impediment to the indenter. When the indenter displacement is in the range of 2 to 3 nm, the fluctuation amplitude of the load increases. This is because the indenter is pressed down to the SSD layer, and the impediment of the indenter to the subsurface defect in the specimen is more significant, so the fluctuation amplitude of the load increases significantly.
Load-displacement curve of nano-indentation on the machining-induced specimen (color online). The maximum indentation depth of the black curve and the red curve respectively is 3 nm and 2 nm
According to Oliver-Pharr Method [31], nano-indentation hardness can be defined as indentation load divided by the contact area between indenter and specimen, which is calculated by Eq. 7.
$$ H={F}_{\mathrm{max}}/{A}_c $$ (7)
In which, F최대 is the peak value of the load. Aㄷ is projected contact area for indenter and specimen, which can be obtained by
$$ {A}_c=\pi {r}^2 $$ (8)
여기서 r is contact radius for indenter. Because the indenter is hemispherical in shape, r is approximately equal to indentation depth.
The elastic deformation of single crystal copper material is caused by the load exerted from indenter. Based on the previous load-displacement curve, Young’s modulus (E ) of single crystal copper can be calculated by Eq. 9.
여기서 F is applied load, S is contact area, r is projection radius of indenter, DL is material deformation along loading direction, which is equal to indentation depth, and L is the total length of material along loading direction. In this study, L is equal to 30 nm.
According to the Oliver-Pharr method and load-displacement data, nano-indentation hardness and Young’s elastic modulus of single crystal copper materials with subsurface defects can be calculated based on Eqs. 7, 8, 9. Table 3 shows the applied load acting on the specimens by indenter with different indentation depths.
The nano-indentation hardness of single crystal copper can be calculated by Eqs. 7 and 8 combining the data in Table 3. When the maximum depth is 2 nm, F최대 =190.67 nN and from Fig. 11 r =2.75 nm. The calculated value of nano-indentation hardness H2 is 8.029 GPa. When the maximum depth is 3 nm, F최대 =244.66 nN and r =3 nm. The calculated value of nano-indentation hardness H3 is 8.675 GPa, which is slightly larger than it obtained at indentation depth of 2 nm. It is because the indenter is pressed down to the subsurface defects area at indentation depth of 3 nm, and the deformation resistance of the subsurface defects increases. Therefore, the hardness of the single crystal copper increased. It can be concluded from the result that the subsurface defects make the machined surface much harder, which is work-hardening phenomenon.
The Young’s modulus E of single crystal copper can be calculated by Eq. 9 combining the data in the Table 3. The calculation results are shown in Table 4. It can be noted that the Young’s modulus becomes distinctly higher when the indentation depth is smaller than 1.5 nm. In the initial stage of nano-indentation, the indenter does not contact the defects residual area in subsurface. However, the work-hardening effect makes the specimen material not easily be occurred elastic deformation; therefore, the Young’s modulus of single crystal copper is larger in the initial stage of indentation. The value of Young’s modulus is 119.4 GPa when indentation depth is 2 nm, which is almost the same with Zhang’s research (120.4 GPa) [14]. With the increase of indentation depth, the Young’s elastic modulus of single crystal copper specimens decreases gradually, and the ability of materials to resist elastic deformation is weakened. It is due to the permanent elastic deformation is derived from the dislocation motion and its interaction with subsurface defects. It has been revealed that the nano-cutting-induced subsurface defects will affect the physical and mechanical properties of single crystal copper materials, which is also applicable to other FCC materials. The existence of subsurface defects will enhance the hardness of machined surface and weaken the ability of material to resist elastic deformation, in which the mutual evolution between dislocations and subsurface defects plays an important role. Therefore, it is very important to predict the thickness of subsurface deformation layer and study the surface properties for nano-fabrication.
결론
The subsurface defects stable exist in workpiece after nano-cutting can affect the mechanical properties, which is critical to the service performance and life of nano-structures. The previous studies are mainly based on perfect crystal materials or artificial constructing hypothetical defects, which is far from the actual subsurface defects. In this paper, molecular dynamics simulation of nano-cutting is performed to construct the specimen model with subsurface defects. Based on the built MD model, nano-indentation simulation is carried out to study the influence of machining-induced subsurface defects on the physical and mechanical properties of single crystal copper materials. The interaction mechanism between dislocation and complex defects during nano-indentation is studied. The nano-indentation hardness and Young’s elastic modulus of single crystal copper materials are calculated. Based on the above analysis, some interesting conclusions can be drawn as follows.
1.
The dislocation nucleation and expansion in workpiece subsurface are driven by the extrusion and shearing action of cutting tool during the nano-cutting process, which results in the fluctuation of cutting force. After nano-cutting, there are stable defect structure residues in the subsurface of workpiece, such as vacancy defects, stacking faults, atomic clusters, SFT, and stair-rod dislocations, which together constitute the subsurface defect layer of workpiece.
2.
The existence of subsurface defects affects the nucleation and expansion of dislocations during nano-indentation process. Some stable defects directly below the indenter, such as V-shaped dislocation and SFT1, are annihilated after indentation. And SFT2 far from the indentation region is transformed into a smaller one. Secondary processing of nano-indentation can restore typical internal defects of the workpiece, but the subsurface defects in the secondary processing area are aggravated.
3.
The nano-indentation hardness of specimens increases with the introduction of subsurface defects, which results in the formation of work-hardening effect. The Young’s modulus of single crystal copper is larger in the initial stage of indentation and gradually decreases with the increase of indentation depth. The existence of subsurface defects can weaken the ability of material to resist elastic deformation, in which the mutual evolution between dislocations and subsurface defects plays an important role.
데이터 및 자료의 가용성
The conclusions made in this manuscript are based on the data which are all presented and shown in this paper.