

산업기술

산업 제조
노트북의 보급과 보급으로 제품 품질과 제조 효율을 향상시키는 것이 무엇보다 중요해지고 있으며 노트북 생산 과정에서 핵심 기술과 제품 품질 관리가 가장 집중되고 있습니다. PCB 설계, 미니어처 부품 조립 기술, 생산 라인 설계 및 PCB 세척 측면에서 핵심 기술에 대한 분석을 기반으로 이 기사에서는 자동 기계 조립의 효율성과 제품의 수율을 높이는 방법을 연구합니다. 제품 디자인과 핵심 기술의 조정과 효과적인 품질 관리를 통해 자동 장비는 노트북 산업에서 자동 장치의 응용에 효과적인 품질 보증을 제공하기 위해 노트북 조립 기능의 요구 사항을 충족할 수 있습니다.
• 구성 요소 선택
현재 시장에 나와 있는 대부분의 랩톱은 매우 얇기 때문에 PCB를 마이크로 부품으로 덮어야 하므로 조립 요구 사항이 더 높아집니다. 따라서 회로 기판을 설계할 때 적합한 부품 패키지를 선택하는 것이 중요합니다. 기술, 장비 및 전체 설계 측면에서 요구 사항에 따라 SMT 패키지 형태 및 구조는 회로 설계 밀도, 생산성 및 테스트 가능성에 결정적인 역할을 하는 전기적 성능 및 기능이 결정된 구성 요소에 대해 선택됩니다. 모든 유형의 구성 요소에는 엔지니어가 선택할 수 있는 많은 패키지가 있으므로 결정하기 전에 구성 요소 사양과 시장에서 사용할 수 있는 구성 요소의 정확도에 대해 아는 것이 가장 좋습니다.
• PCB 재료 선택
랩탑 PCB 어셈블리 제조를 기반으로 FR4 A1 레벨 구리 코팅 보드는 일반적으로 상대적으로 높은 기계적 특성, 우수한 열안정성 및 내습성, 우수한 기계 가공성을 포함한 장점으로 선택됩니다. FR4 A1 레벨의 속성은 아래 표와 같습니다.
| 아이템 | 매개변수 |
| 수평 충격 강도 | ≥230KJ/m |
| 침지 후 절연 저항 | ≥5x108Ω |
| 수직 전기 강도 | ≥14.2MV/m |
| 수평 항복 전압 | ≥40KV |
| 상대 유전 상수 | ≤5.5 |
| 유전 손실 계수 | ≤0.4 |
| 흡습성 | ≤19mg |
| 가연성 | FV0 |
| 밀도 | 1.70-1.09g/cm 3 |
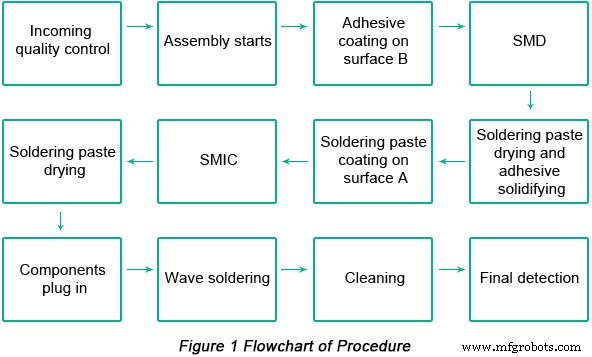
부품의 지속적인 소형화로 인해 부품 조립 기술의 요구 사항이 높아집니다. 조립하기 전에 먼저 노트북 PCB의 부품 레이아웃에 따라 조립 형태를 결정해야 합니다. 랩톱에서 PCB의 높은 무결성으로 인해 마이크로 구성 요소는 일반적으로 다층 PCB인 PCB의 구성 요소 대부분을 차지합니다. 본 연구에서는 아래와 같은 절차도와 함께 일종의 양면혼합조립기법을 적용하였다.
• 생산 라인의 부품 조립 장비
ㅏ. 솔더링 페이스트 프린터. SMT 생산 라인의 전면에 위치하여 솔더링 페이스트 또는 SMD 접착제를 인쇄하고 패드 또는 PCB의 해당 위치에 올바른 스킵 인쇄를 인쇄하는 데 적용됩니다. Windows NT 대화형 운영 체제는 편리한 운영, 고속, 고정밀, 우수한 반복 인쇄 가능성 등의 장점을 가지고 있습니다. 위치 정확도는 ±15μm에 이릅니다. 인쇄 크기는 50x50mm ~ 460x360mm 이내입니다.
비. 자동 마운터. 프로그래밍된 절차에 따라 패키지에서 부품을 꺼내 PCB의 해당 위치에 장착할 수 있는 로봇의 손 역할을 합니다. SMT 생산 라인의 장착 기능 및 생산 능력은 장착기의 기능과 속도에 따라 다릅니다. Windows XP 운영 체제는 마운터에 적용되어 유연성, 실용성, 신뢰성 및 유지 보수 기능을 갖추고 있습니다. MNVC 카메라와 다수의 FEEDER가 탑재되어 있어 소형 칩(0201), 박형 칩, QFP 실장에 적합합니다. 실장 속도는 12500CPH(레이저)와 3400CPH(이미지)에 달해 미세한 간격과 SOP가 특징인 QFP의 연속 인쇄에 적합하다. 장착 정확도는 50x30mm ~ 330x250mm 범위의 장착 크기로 ±0.05mm에 이릅니다.
씨. 리플 로우 오븐. SMT 생산라인의 마운터 뒤에 위치하여 사전에 PCB의 Pad에 분포되어 있는 Tin Paste를 녹이고 가열환경을 제공하는 역할을 합니다. 주석 페이스트 합금을 솔더링하여 SMT 부품을 PCB 패드와 안정적으로 결합하는 솔더링 장치로 볼 수 있습니다. 장치의 레일 조정 범위는 50mm ~ 400mm, 온도 제어는 실온 ~ 300°C, 온도 제어 정확도는 ±1.5°C, 온도 상승 시간은 30분입니다. PCB 전송 수단은 Chain+Mesh에 있습니다.
디. 웨이브 납땜기. 솔더링 페이스트가 녹는 영향으로 연속적으로 흐르는 파동과 부품이 조립된 PCB 솔더링 표면의 접촉을 통해 대량 솔더링을 구현한다. 그것은 주로 전통적인 스루 홀 플러그인 PCB 어셈블리 기술과 표면 어셈블리 및 스루 홀 플러그인 구성 요소를 포함하는 혼합 어셈블리 기술에 적용됩니다.
이자형. 탐지 장비. 돋보기, 현미경, 자동 온라인 검사기, 인서킷 테스터, X선 검출 시스템 및 기능 검출기를 포함한 PCB의 조립 품질 및 납땜 품질을 감지하는 역할을 합니다.
에프. 장비를 재작업합니다. 납땜 인두와 Rework Station의 도구로 문제가 있는 PCB를 Reworking하는 역할을 합니다.
g. 청소 장비. PCB에서 전기적 성능에 영향을 미치는 장애물과 플럭스 등 인체에 유해한 솔더링 오염물질을 제거하는 역할을 합니다. 안정된 위치에 고정할 수 있습니다.
• 생산 라인에 전원 공급
전원은 단상 AC220V(220±10%, 50/60Hz), 삼상 AC380(220±10%, 50/60Hz)의 일반적인 요구사항으로 안정적이어야 합니다. 요구 사항을 충족하지 못하면 조정된 전원 공급 장치를 구성해야 하며 전력은 장치의 에너지 소비보다 1배 더 커야 합니다. 마운터의 전원은 접지와 독립적으로 연결되어야 하며, 일반적으로 3상 및 5선의 라우팅 방식을 적용해야 합니다.
• 생산 라인의 공기 공급원
공기 소스의 전압은 장치의 요구 사항에 따라 구성해야 합니다. 공장의 전원을 인가할 수 있으며 오일프리 압축공기 기계를 독립적으로 구성할 수 있습니다. 일반적으로 전압은 제곱미터당 7kg 이상이어야 하며 깨끗하고 건조한 공기가 정화되어야 합니다.
• 생산 라인 환경
배기 팬은 장치의 요구 사항에 따라 구성됩니다. 전열 화로의 경우 일반적인 요구 사항은 배기 덕트의 최소 유량이 분당 500제곱인치여야 한다는 것입니다. 작업장은 23°C±3°C 범위의 환경 온도, 45% ~ 70% RH의 상대 습도로 먼지와 부식성 가스가 없는 깨끗한 상태를 유지해야 합니다.
• 정전기 보호 요구 사항
작업대, 정전기 방지 테이블 카페트, 손목 스트랩 인터페이스 및 접지선으로 구성된 정전기 보안 작업대를 설치해야 합니다. 테이블 카펫에는 두 개의 손목 스트랩 인터페이스가 있어야 합니다. 하나는 작업자용이고 다른 하나는 기술자 및 감지기용입니다. 작업대에는 플라스틱 상자, 고무, 판지, 유리 등 정전기가 발생하기 쉬운 장애물을 놓지 않아야 하며 도면 파일은 정전기 방지 파일 백에 넣어야 합니다. 정전기에 민감한 부품에 직접 접촉해야 하는 작업자는 정전기 방지 손목띠를 착용해야 합니다. 손목 스트랩과 피부 사이에 우수한 접촉을 유지해야 합니다.
유용한 리소스:
• 노트북 PCB의 EMC를 보장하는 세 가지 설계 고려 사항
• PCBA의 포괄적인 소개
• 일반 인쇄 회로 기판 조립 프로세스
• PCBCart의 전체 기능 PCB 제조 서비스 - 다양한 부가 가치 옵션
• PCBCart의 고급 PCB 조립 서비스 - 1개부터 시작
산업기술
2017년 8월 31일 완벽하게 작동하는 인쇄 회로 기판(PCB)은 세심한 조립 프로세스의 결과입니다. 보드는 제조 과정에서 여러 단계를 거쳐야 합니다. 그들은 무엇인가? 계속 읽으십시오. 인쇄 회로 기판 조립과 관련된 단계는 무엇입니까? 인쇄 회로 기판 어셈블리(PCBA)와 관련된 여러 개별 단계가 있습니다. 다음은 다음과 같습니다. 1단계 – 솔더 페이스트 적용 이것은 PCB 어셈블리의 가장 첫 번째 단계입니다. 구성 요소를 계속 추가하기 전에 솔더 페이스트를 추가해야 합니다. 솔더를 적용할 회로 기판
2017년 7월 25일 인쇄 회로 기판 설계 및 제조 서비스를 제공하는 회사가 많이 있습니다. 그러나 Creative Hi-Tech는 고품질의 제품과 서비스를 제공하는 데 있어 가장 경험이 풍부한 업체 중 하나입니다. 이 게시물은 회사의 역량에 대해 설명하며 Creative Hi-Tech가 가장 선호되는 회사 중 하나인 이유를 설명합니다. 창의적인 하이테크의 광범위한 역량 다음은 우리가 우리 분야의 리더가 된 몇 가지 정말 놀라운 기능입니다. 1. 당사가 제공하는 다양한 유형의 인쇄 회로 기판(PCB)은 무엇입니까 C