

산업기술

산업 제조
이 단원을 마치면 다음을 수행할 수 있어야 합니다.
Haas 컨트롤은 그림 18과 19에 나와 있습니다. 버튼과 컨트롤의 위치를 숙지하십시오. 다음 페이지의 자세한 지침은 컨트롤을 작동하는 방법을 보여줍니다.

그림 1. Haas CNC Mill Control Haas 키보드
키보드 키는 다음 기능 영역으로 그룹화됩니다.
1. 기능 키
2. 커서 키
3. 디스플레이 키
4. 모드 키
5. 숫자 키
6. 알파 키
7. 조그 키
8. 키 재정의
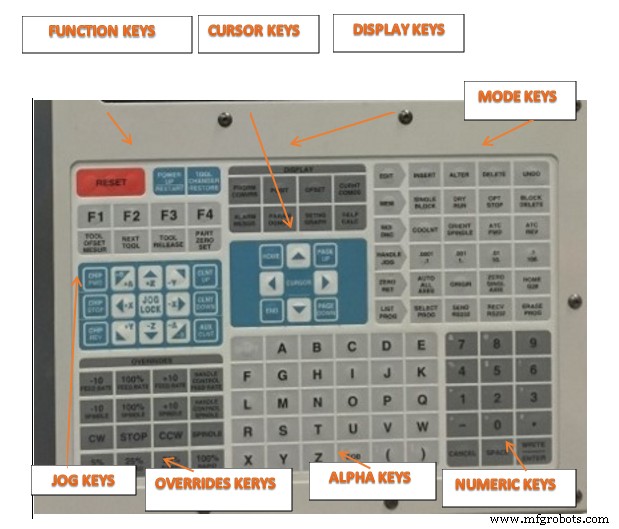
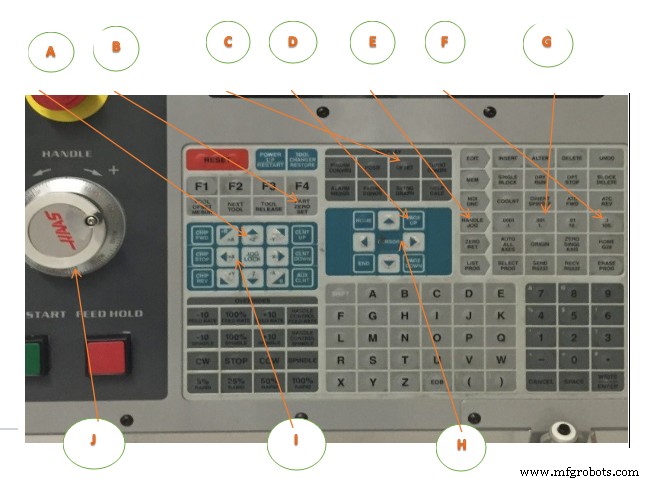
그림 2. Haas CNC 제어 버튼/키보드 키
체크리스트:
1. 작업 영역:작업 영역이 명확한지 확인
2. 메인 차단기:켜기
3. 공기 공급:공기를 켜서 압력을 수정합니다(공구 교환기가 작동하려면 최소 70PSI).
4. 전원 켜기:녹색 버튼 누르기
5. 비상 정지가 트립되지 않았는지 확인합니다. 그렇다면 빨간색 손잡이를 오른쪽으로 돌려서 해제하십시오.
6. 계속 진행하기 전에 message102 SERVOS OFF가 나타날 때까지 기다리십시오.
7. 리셋
8. 전원 켜기 다시 시작
9. 문이 닫혀 있고 작업 공간이 깨끗한지 확인하십시오.
10. 계속하기 전에 모든 기계 축을 원점으로 이동시키십시오.
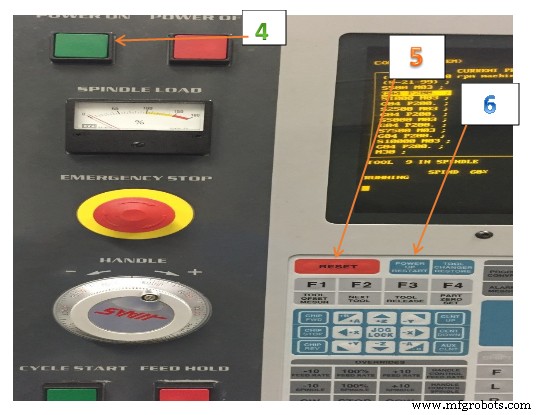
그림 3. 시작/홈 머신
1. Mem:Mem을 선택하고 누릅니다.
2. 설정 그래프:설정 그래프 선택 후 누르기
3. 51을 입력하세요.
4. 커서:아래쪽 화살표 키를 누른 다음 오른쪽 화살표 키를 눌러 끕니다.
5. 쓰기/입력:선택하고 쓰기/입력을 누릅니다.
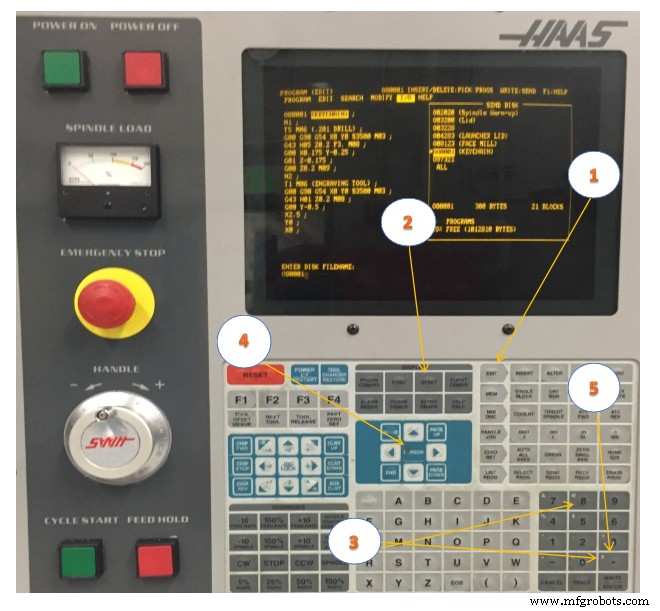
그림 4. 도어 오버라이드
체크리스트:
1. MDI/DNC 키:MDI/DNC 버튼을 누릅니다.
2. 도구 번호:
3. ATC FWD:ATC FWD 버튼을 누릅니다.
4. 스핀들에 위치 도구
5. 도구 릴리스:도구 릴리스 버튼을 누릅니다.
6. 모든 도구가 로드될 때까지 2-5단계를 반복합니다.
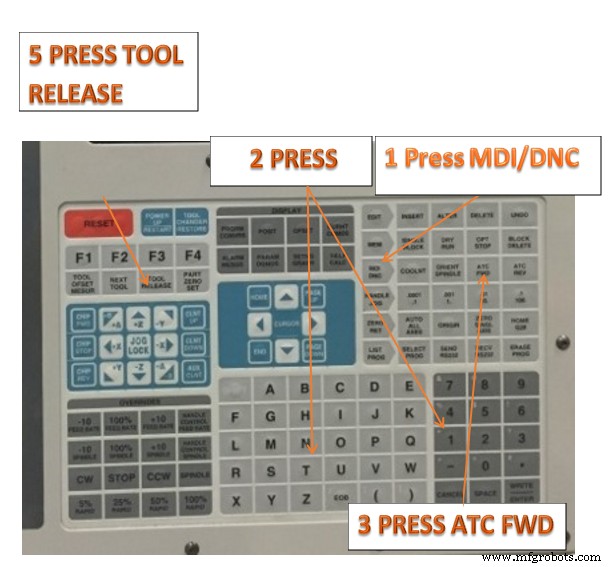
그림 5. 도구 로드
부품을 정확하게 가공하기 위해 공장은 부품이 테이블에서 어디에 있는지 알아야 합니다.
및 도구 끝에서 부품 상단까지의 거리(홈에서 도구 오프셋
위치).
수동으로 오프셋을 입력하려면:
1. 오프셋 페이지 중 하나를 선택합니다.
2. 원하는 컬럼으로 커서를 이동합니다.
3. 사용하려는 오프셋 값을 입력합니다.
4. (ENTER) 또는 (F1)을 누르십시오. 값이 열에 입력됩니다.
5. 양수 또는 음수 값을 입력하고 (ENTER)를 눌러 입력한 금액을 선택한 열의 숫자에 추가합니다. 열의 숫자를 바꾸려면 (F1) 키를 누르십시오.
조그 모드를 사용하면 기계 축을 원하는 위치로 조그할 수 있습니다. 축을 조그하기 전에
기계는 홈 위치를 설정해야 합니다. 제어 장치는 장비 전원을 켤 때 이 작업을 수행합니다.
조그 모드를 시작하려면:
1. (HANDLE JOG)를 누릅니다.
2. 원하는 축(+X, -X, +Y,-Y, +Z, -Z)을 누릅니다.
3. 조그 모드에서 사용할 수 있는 다른 증분 속도가 있습니다. (.0001), (.001), (.01) 및 (.1)입니다. 조그 핸들을 클릭할 때마다 현재 조그 속도로 정의된 거리만큼 축이 이동합니다. 선택 품목인 RJH(Remote Jog Handle)를 사용하여 축을 조그할 수도 있습니다.
4. 핸들 조그 버튼을 길게 누르거나 조그 핸들 컨트롤을 이용하여 축을 이동합니다.
체크리스트:
1. 핸들 조그 모드:핸들 조그 버튼을 선택합니다.
2. 조그 증분:.01
3. 조그 방향:Z 버튼을 누르십시오.
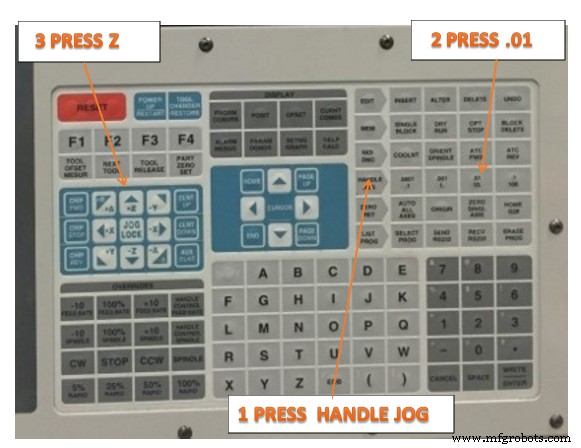
그림 6. TLO
4. 오프셋:오프셋을 선택하고 누릅니다.
5. 커서 화살표:활성 도구에 맞게 정렬
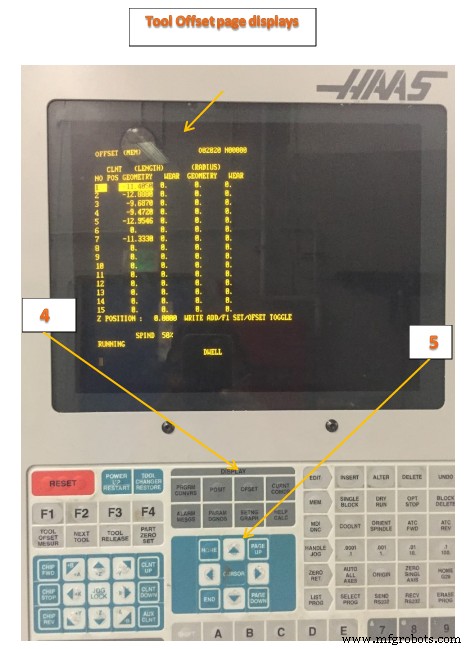
그림 7. 오프셋
6. 1-2-3 블록을 사용하여 도구 길이 설정
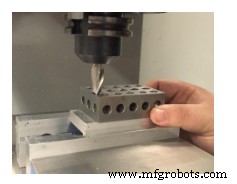
그림 8
7. 조그 증분:.001
8. 도구 오프셋 측정:도구 오프셋 측정을 선택하고 누릅니다.
9. 다음 도구:다음 도구를 선택하고 누르십시오.
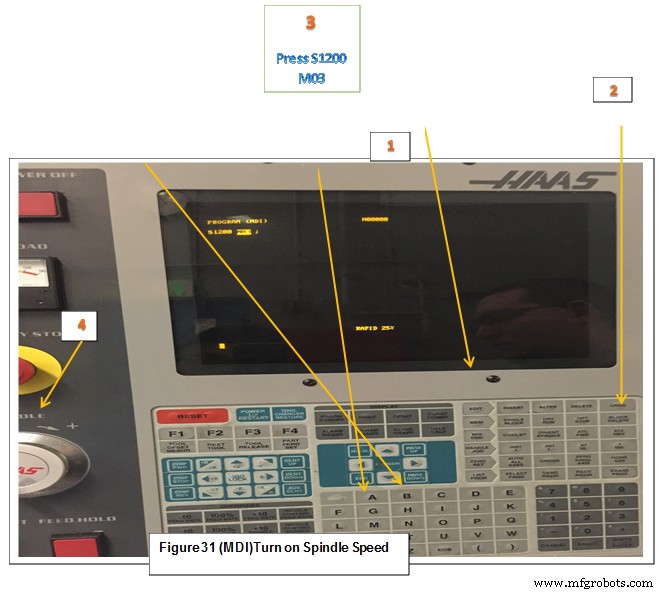
그림 9. 오프셋 표시 페이지
참고:
도구를 설정하려면 기계 작업 영역에서 손으로 기계를 수동으로 조깅해야 합니다. 각별한 주의를 기울이고 다음 규칙을 준수하십시오.
• 스핀들은 꺼져 있어야 합니다.
• 공구와 작업물 사이에 손을 넣지 마십시오.
• 조깅하기 전에 올바른 축과 조그 증분을 설정했는지 확인하십시오.
• 핸들을 천천히 의도적으로 움직입니다. 항상 손과 도구 위치를 주시하십시오.
• 작업 영역에 손이 있을 때 다른 사람이 제어 장치를 조작하지 못하게 하십시오.
수동 데이터 입력 모드(MDI)는 CNC 기계가 작동할 수 있는 모드 중 하나입니다. 아이디어는 기계에 의해 즉시 실행되는 라인에 G-코드 또는 M-코드를 입력하는 것입니다. 한두 줄이면 충분할 때 전체 g-코드 프로그램. MDI는 학습이 거의 필요하지 않으면서 많은 기능을 제공합니다. MDI 명령을 사용하여 부품을 가공할 수도 있습니다. MDI를 사용하면 CNC가 수동 가공처럼 빠르고 더러워질 수 있습니다.
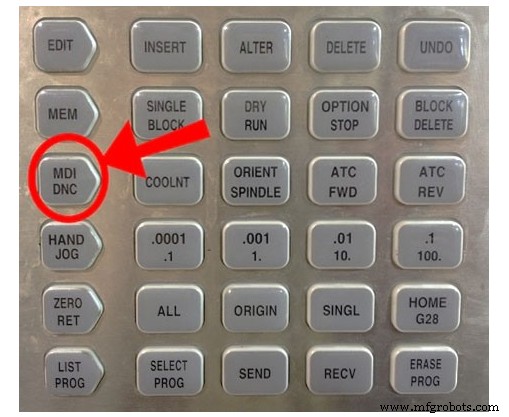
그림 10. MDI
CNC 제어판에서 MDI 키를 눌러 MDI 모드로 이동합니다.
예:
MDI/DNC를 누르십시오.
프로그램 지우기:선택하고 누르기(명령을 지우려면)
S1200 M03 입력(스핀들 속도 1200RPM, CW에서)
체크리스트:
1. MDI/DNC 키:MDI/DNC를 선택하고 누르십시오.
2. 프로그램 지우기:프로그램 지우기를 선택하고 눌러 명령을 지웁니다.
3. 스핀들 속도 켜기:S1200
4. 사이클 시작:선택
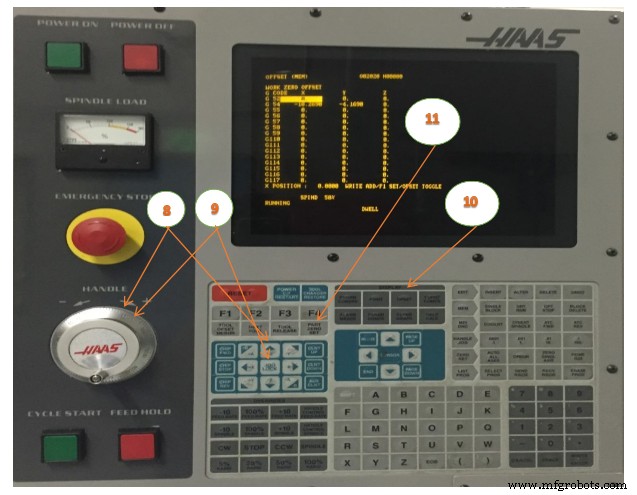
그림 11. 스핀들 속도(MDI) 켜기
5. 핸들 조그:핸들 조그 및 조그 증분 선택:.01
6. 조그 핸들:필요에 따라

7. 조그 증분:.001
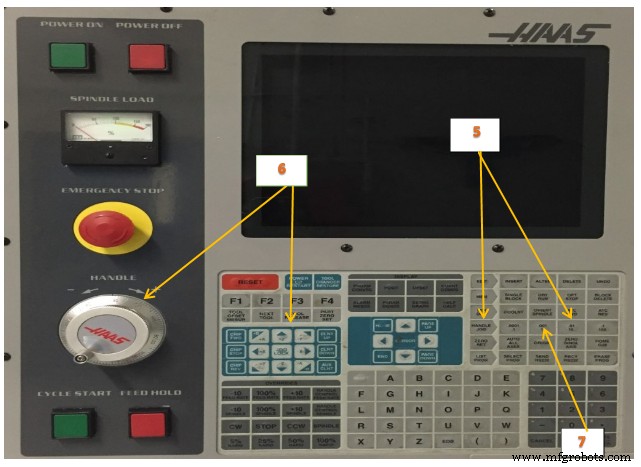

그림 12. 트립 직전 직후 걸려 넘어짐
8. 조그 핸들:Z로 후퇴 
• 에지 파인더가 부품 위에 있고 조그 핸들이 다이얼에서 0을 가리킬 때까지 Z 방향으로 똑바로 위로 조그합니다.
9. 조그 핸들:조그 방향을 +X로 설정하고 핸들을 시계 방향으로 완전히 한 바퀴 돌립니다. 
컨트롤이 .001 증분 모드에 있기 때문에 다이얼을 정확히 한 바퀴 돌리면 스핀들의 중심이 왼쪽 부분 가장자리 바로 위에 놓입니다.
10. 오프셋 페이지:선택 및 누르기 
• Work Zero Offset 페이지가 나타날 때까지 Offset 버튼과 PgUp/PgDn 버튼을 선택합니다. 화살표 키를 사용하여 G54(또는 설정될 조명기 오프셋)를 강조 표시하십시오.
11. 부품 영점 설정:부품 영점 설정을 누릅니다.
• G54 X 값을 현재 스핀들 위치로 설정합니다.
12. 스핀들 정지:스핀들 정지를 누르십시오.
13. Y축 설정을 위해 6-11단계를 반복
1. MDI/DNC 키:MDI/DNC를 선택하고 누릅니다.
2. 프로그램 지우기:선택하고 누르기(명령을 지우려면)
3. G00 G90 G54 X0 Y0 입력
4. 삽입:선택하고 삽입 누르기
5. 사이클 시작:사이클 시작을 선택하고 누릅니다.
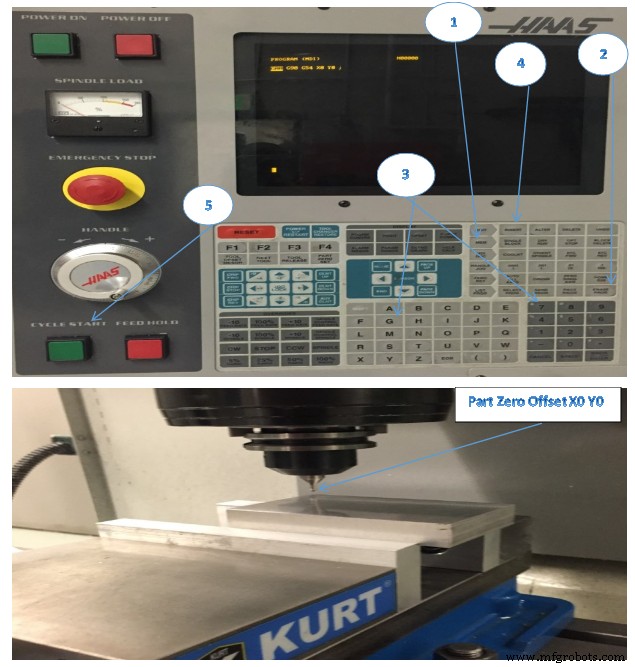
부품 제로 오프셋 X0 Y0(MDI)
부품 영점 오프셋 XY 설정(기계식 포인터 사용)
부품을 가공하려면 공장에서 부품의 위치를 알아야 합니다.
탁자. 에지 파인더, 전자 프로브 또는 기타 여러 도구를 사용할 수 있으며
부품 0을 설정하는 방법. 기계적 포인터로 부품 영점 오프셋을 설정하려면:
1. 재료(1)를 바이스에 넣고 조입니다.
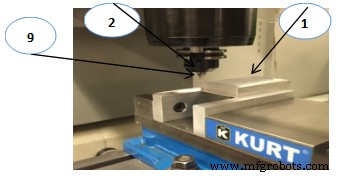
그림 14. Part Zero XY 설정(기계식 포인터 사용 )
2. 스핀들에 포인터 도구(2)를 로드합니다.
3. (HANDLE JOG) (E)를 누르십시오.
4. (.1/100.) (F)를 누릅니다. (밀은 빠른 속도로 움직입니다.
핸들을 돌릴 때의 속도).
5. (+Z)(A)를 누릅니다.
6. 핸들 조그(J) Z축을 부품 위로 약 1″ 위로 이동합니다.
7. (.001/1.) (G)를 누릅니다(핸들을 돌리면 밀이 느린 속도로 움직입니다).
8. Z축을 대략적으로 조그(J) 처리합니다. 부품 위 0.2″.
9. X 및 Y 축(I) 중에서 선택하고 핸들 조그(J) 도구를 왼쪽 상단 모서리로 이동
(9)의 그림 36 참조.
10. Active Work Offset 창이 활성화될 때까지 (OFFSET)(C)를 누르십시오.
11. 커서(H)를 G54 X축 열로 이동합니다.
12. [PART ZERO SET](B)를 눌러 값을 X축 열에 로드합니다. 두 번째
[PART ZERO SET](B)를 누르면 값이 Y축 열에 로드됩니다.
다음 단계는 도구를 만지는 것입니다. 이것은 도구 끝에서
까지의 거리를 정의합니다.부분의 상단. 이것의 또 다른 이름은
에서 H로 지정된 도구 길이 오프셋입니다.기계 코드 라인. 각 도구의 거리는 도구 오프셋 테이블에 입력됩니다.
도구 오프셋 설정. Z 축이 홈 위치에 있는 상태에서 Tool Length Offset이 측정됩니다.
도구 끝(1)에서 부품 상단(2)까지. 그림 15를 참조하십시오.
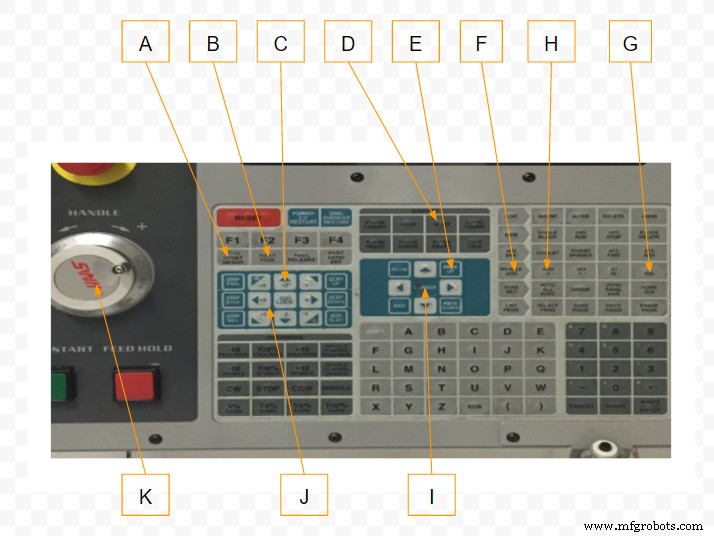
1. 스핀들(1)에 도구를 로드합니다.
2. (HANDLE JOG) (F)를 누릅니다.
3. (.1/100.)(G)를 누릅니다(핸들을 돌리면 밀이 빠른 속도로 움직입니다).
4. X축과 Y축(J) 중 하나를 선택하고 부품의 중심 근처에서 도구를 조그(K) 처리합니다.
5. (+Z) (C)를 누릅니다.
6. Z 축이 부품 위로 약 1인치 위로 조그(K)를 처리합니다.
7. (.0001/.1) (H)를 누릅니다(핸들을 돌리면 분쇄기가 느린 속도로 움직입니다).
8. 도구와 작업물 사이에 종이 한 장을 놓습니다. 조심스럽게 도구를 이동하십시오.
가능한 한 가깝게 부품의 상단까지 내려갔고 여전히 용지를 이동할 수 있습니다.
9. (오프셋) (D)를 누릅니다.
10. Program Tool Offsets 창이 나타날 때까지 (PAGE UP) (E)를 누르십시오. 도구 #1로 스크롤하십시오.
11. 위치 #1에 대한 지오메트리로 커서(I]).
12. [공구 오프셋 측정](A)을 누릅니다.
다음 단계에서는 스핀들이 Z축에서 빠르게 이동합니다.
13. (다음 도구) (B)를 누릅니다.
14. 각 도구에 대해 오프셋 프로세스를 반복합니다.
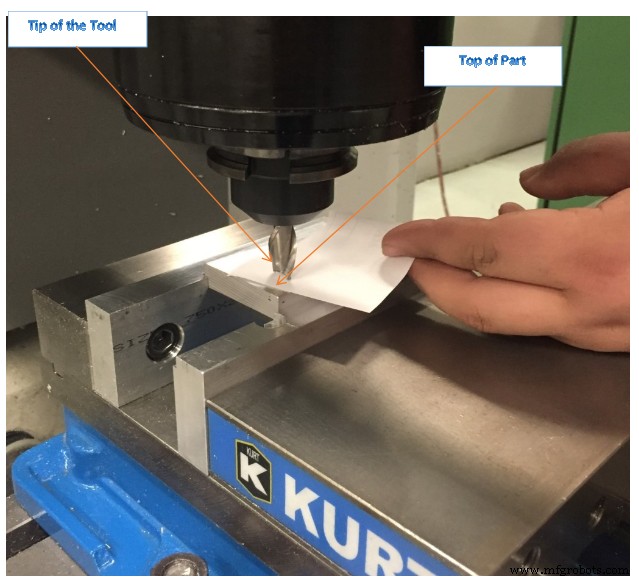
그림 15. 도구 오프셋 설정(종이 한 장)
1. MDI/DNC 키:MDI/DNC를 선택하고 누릅니다.
2. 프로그램 지우기:선택하고 누르기(명령을 지우려면)
3. G00 G90 G43 H01 Z2.00 입력
4. 삽입:선택하고 삽입 누르기
5. 사이클 시작:사이클 시작을 선택하고 누릅니다.
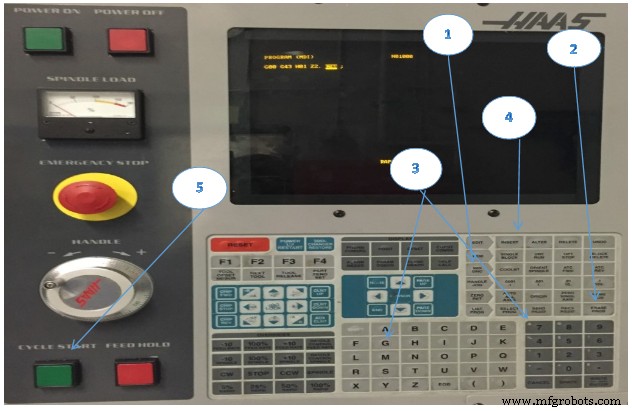
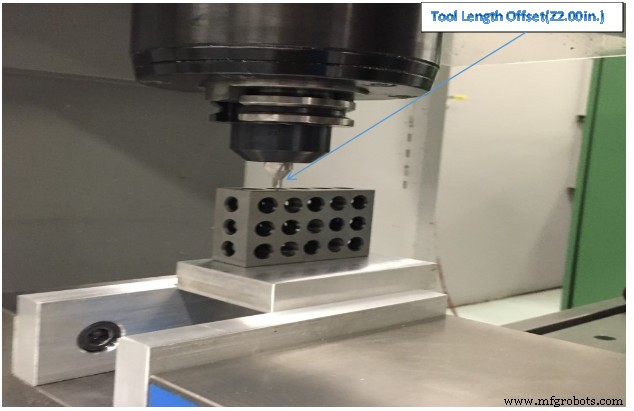
그림 16. 도구 길이 오프셋(부품 위 2.00인치) 1 2 3 블록을 사용하여 확인)
1. 편집:편집을 선택하고 누릅니다.
2. F1:F1을 선택하고 누릅니다.
3. 커서:왼쪽 화살표 키를 눌러 I/O로 이동한 다음 DN 화살표 키를 눌러 강조 표시줄을 디스크 디렉터리로 이동합니다.
4. 쓰기/입력:선택하고 쓰기/입력을 누릅니다.
5. 커서(디스크 디렉토리):DN 화살표 키를 눌러 프로그램을 로드합니다.
6. 쓰기/입력:선택하고 쓰기/입력을 누릅니다.
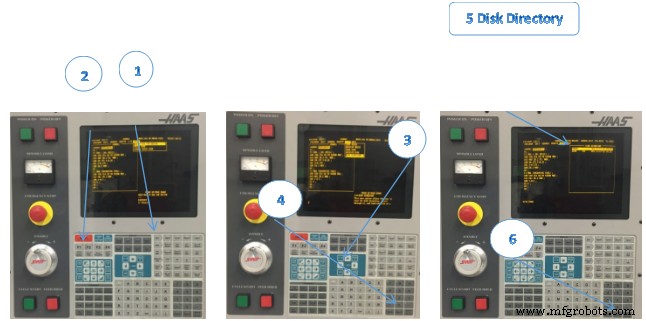
그림 17. CNC 프로그램 로드
1. 편집:편집을 선택하고 누릅니다.
2. F1:F1을 선택하고 누릅니다.
3. 커서:왼쪽 화살표 키를 눌러 I/O로 이동한 다음 DN 화살표 키를 눌러 강조 표시줄을 Send Disk로 이동합니다.
4. 쓰기/입력:선택하고 쓰기/입력을 누릅니다.
5. 디스크 파일 이름 입력:O80001
6. 쓰기/입력
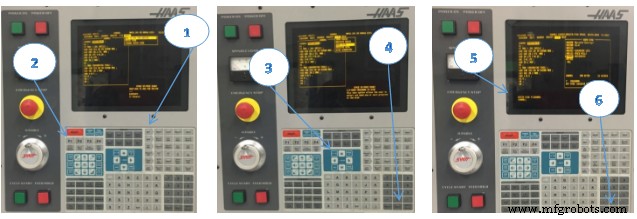 그림 18. CNC 프로그램 저장
그림 18. CNC 프로그램 저장
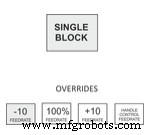
이것은 새 프로그램을 실행할 때 선호되는 프로세스입니다. 프로그램이 검증되면 모든 이송 속도를 100%로 설정할 수 있고 단일 블록 모드를 끄기로 설정할 수 있습니다.
드라이런 작업
기계는 프로그래밍된 대로 정확하게 모든 동작을 실행합니다. 드라이 런이 작동하는 동안 기계에서 공작물을 사용하지 마십시오. Dry Run 기능은 실제로 부품을 절단하지 않고 프로그램을 빠르게 확인할 때 사용합니다.
테스트 실행을 선택하려면:
1. MEM 또는 MDI 모드에서 (DRY RUN)을 누릅니다.
Dry Run에 있을 때 모든 급류와 급식은 조그 속도 버튼으로 선택한 속도로 실행됩니다.
2. Dry Run은 프로그램이 종료되거나 [RESET]이
일 때만 켜거나 끌 수 있습니다.눌렀다. Dry Run은 명령된 모든 X Y Z 이동 및 요청된 도구를 만듭니다.
변경. 오버라이드 키는 스핀들 속도를 조정하는 데 사용할 수 있습니다.
체크리스트 :
1. 사전 시작
2. 시작
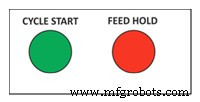
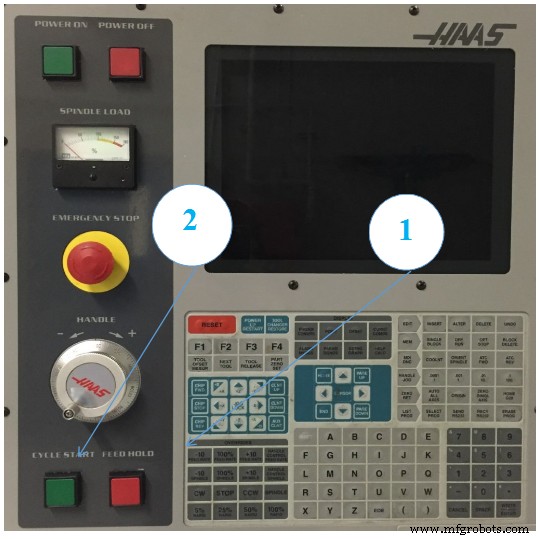
그림 19. CNC 프로그램 실행
일반적인 오류는 Fixture 또는 Tool Length 오프셋을 잘못 설정하는 것입니다. 프로그램을 처음 실행할 때 기계를 단일 블록 모드로 설정하십시오. 급속 이송 속도를 25%로 줄이고 주의하여 진행하십시오. 공구가 절단되면 단일 블록 모드를 끄고 프로그램을 실행하십시오. 기계를 방치하지 말고 한 손으로 피드 홀드 버튼을 잡고 있습니다. 잘 듣고 칩 형성을 관찰하고 적절한 절삭 조건에 맞게 절삭 이송 속도를 조정할 준비를 하십시오.
커터 직경 보정(CDC:G41/G42)을 사용하는 가공 작업은 공구 마모 및 편향을 고려하여 조정할 수 있습니다. 부품의 완성된 형상을 측정하고 원하는 값과 비교합니다. 대상 크기에서 실제 값을 빼고 해당 도구에 대한 컨트롤의 CDC 레지스터에 차이를 입력합니다. 예:
(목표 피처 크기:2.5000) - (실제 피처 크기:2.5150) = 착용 가치: -0.0150
이제 공구 경로가 크기 차이에 대해 보정됩니다. 동일한 작업을 다시 실행하면 기능이 정확히 대상 크기가 되어야 합니다.
마모 보정은 컨투어 패스에만 사용됩니다. 평면 밀링, 3D 밀링 또는 드릴 사이클에는 사용되지 않습니다. CAD/CAM 소프트웨어에서 마모 보정 옵션을 선택하고 필요한 경우 위에 표시된 대로 도구 직경 마모 값을 설정합니다. 사용 시 마모 값은 항상 음수입니다. CAD/CAM 소프트웨어는 이미 공구 중심선 경로를 프로그래밍하여 공구 직경을 고려하므로 항상 모든 공구에 대해 공구 직경 형상을 0으로 설정하십시오.
체크리스트:
1. 오프셋 페이지:오프셋 선택 및 누르기
2. 직경 오프셋 조정:값 선택 및 입력
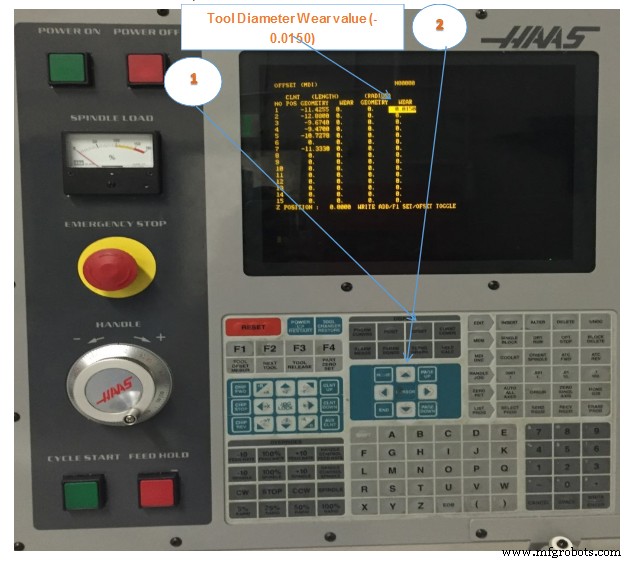
그림 20. CDC 오프셋 조정
체크리스트:
1. 스핀들에서 도구 제거:
2. 기계를 안전 구역으로 조그:
• 조그 선택
3. 종료 버튼:전원 끄기를 누르십시오.
파워다운 후 체크리스트:
• 부드럽고 깨끗한 천으로 스핀들을 닦아 냉각수를 제거하고 녹을 방지합니다.
• 도구를 치워둡니다.
• 작업 공간을 청소하십시오.
• 기계, 도구 및 장비를 발견했을 때와 같거나 더 나은 상태로 항상 두십시오.
부식을 방지하고 안전한 작업 환경을 조성하며 타인에 대한 전문적인 예의를 갖추기 위해 사용 후 매번 기계를 청소하는 것이 중요합니다. 각 수업이 끝날 때마다 청소를 위해 최소 15-30분을 허용하십시오. 최소한 사용하지 않는 모든 도구와 도구를 치워두고 냉각수로 기계를 세척하고 테이블에 서있는 냉각수를 제거하고 칩 컨베이어를 작동하십시오.
1. HAAS 키보드의 8가지 기능 영역을 나열하십시오.
2. 도어 오버라이드 방법을 설명합니다.
3. 도구 로드 방법을 설명합니다.
4. MDI를 설명하고 한 가지 예를 들어 주십시오.
5. 부품 영점 오프셋 설정 방법을 설명합니다.
6. MDI를 사용하여 부품 제로 오프셋을 확인하는 방법을 설명하십시오.
7. Tool Length offset 설정 방법 설명
8. MDI를 사용하여 Tool Length offset을 확인하는 방법을 설명하십시오.
9. CNC 프로그램을 저장하는 방법을 설명합니다.
10. 종료 절차를 설명해 주세요.
산업기술
Haas CNC 기계는 여러 공구 오프셋과 공작물 오프셋을 보유할 수 있으므로 CNC 기계공은 CNC 프로그램에서 필요한 만큼 많은 공구 오프셋과 공작물 오프셋을 사용할 수 있습니다. Haas 공구 오프셋 및 공작물 오프셋 필터링 옵션 따라서 Haas에는 프로그램에서 사용하지 않는 모든 오프셋을 필터링하는 유용한 기능이 있습니다. 이 프로세스를 통해 CNC 기계공은 CNC 프로그램에서 실제로 사용되는 공구 및 공작물 오프셋만 쉽게 확인하고 변경할 수 있습니다. Haas 공구 오프셋 및 공작물 오프셋 필터링 옵션 Haas 오
몇 가지 이유로 인해 CNC 선반 기계의 보링 바 중 하나가 완전히 손상되어 손상된 보링 바를 새 것으로 교체했습니다. 여기서는 공구 교체에 대한 전체 이야기를 들려드리겠습니다. 엘트로 파일럿 M CNC 기계 FMS-5 중 하나의 보링 바를 Gildemeister의 EPM(Eltro Pilot M) cnc 제어 장치로 교체했습니다. 도구 교체 절차 보링 바 공구 번호 이전 S10K SDUCL 07 , 보링 바에 사용되는 인서트는 DCMT 070204입니다. . 보링바코드에서 알 수 있듯이 보링바 직경은 10mm이며, 이 보링