

제조공정

산업 제조
<시간 />
실은 함께 꼬인 여러 가닥의 재료로 구성됩니다. 각 가닥은 차례로 그들이 형성하는 실보다 더 짧은 섬유로 만들어집니다. 이 짧은 섬유를 더 긴 필라멘트로 방사하여 원사를 만듭니다. 긴 연속 가닥은 원사로 만들기 위해 추가 꼬임만 필요할 수 있습니다. 때로는 텍스처링이라는 추가 프로세스를 거치기도 합니다.
방적사의 특성은 부분적으로 방적하는 동안 섬유에 가해지는 꼬임의 양에 달려 있습니다. 상당히 높은 정도의 꼬임은 강한 실을 생성합니다. 낮은 꼬임은 더 부드럽고 광택 있는 실을 생성합니다. 매우 촘촘한 꼬임으로 크레이프 원사가 생성됩니다. 털실은 또한 부품 수에 따라 분류됩니다. 단일 얀은 함께 꼬인 필라멘트 또는 스테이플 섬유 그룹으로 만들어집니다. 합사는 두 개 이상의 단사를 꼬아서 만듭니다. 코드사는 2개 이상의 합사를 꼬아서 만듭니다.
1995년 동안 미국에서 거의 80억 파운드(36억 kg)의 방적사가 생산되었으며 노스캐롤라이나에서만 40%가 생산되었습니다. 방적사의 50% 이상이 면으로 만들어집니다. 질감, 권축 또는 벌크 사가 전체 방적의 절반을 차지했습니다. 질감 실은 물리적, 화학적 또는 열처리로 인해 부피가 더 큽니다. 주름진 얀은 변형된 형태의 열가소성 섬유로 만들어집니다. 벌크 실은 본질적으로 부피가 커서 촘촘하게 패킹할 수 없는 섬유로 형성됩니다.
털실은 직조, 뜨개질, 펠팅 등 다양한 공정을 통해 직물을 만드는 데 사용됩니다. 1995년 동안 미국에서는 거의 40억 파운드(18억 kg)의 방직사, 30억 파운드(1.4kg)의 기계 편물, 10억 파운드(4억 5천만 kg)의 카펫 및 깔개용 원사가 생산되었습니다. 미국 섬유 산업은 600,000명 이상의 근로자를 고용하고 연간 약 160억 파운드(70억 kg)의 밀 섬유를 소비하며 산업 이익은 1996년에 21억 달러로 추산되었습니다. 수출은 산업 매출의 11% 이상을 차지하여 70억 달러에 육박합니다. 의류 산업은 또 다른 100만 명의 근로자를 고용하고 있습니다.
면, 아마, 실크 및 양모와 같은 천연 섬유는 고대 문명에서 사용할 수 있는 주요 섬유를 나타냅니다. 모든 종류의 실과 직물의 가장 초기에 알려진 샘플은 스위스 로벤하우젠 근처에서 발견되었으며, 아마 섬유와 원사 묶음과 평직 린넨 직물 조각이 약 7,000년 된 것으로 추정됩니다.
면은 또한 적어도 7,000년 동안 경작되어 직물을 만드는 데 사용되었습니다. 기원전 12,000년 <작은> 정도에 이집트에 존재했을 수 있습니다. 면직물 조각이 멕시코의 고고학자들에 의해 발견되었습니다(기원전 3500년 )., 인도(기원전 3000년 ), 페루(기원전 2500년 ) 및 미국 남서부(500 B.C. ). 면화는 신대륙의 식민지가 될 때까지 유럽에서 상업적 중요성을 얻지 못했습니다. 비단 문화는 처음부터 중국인의 특산물로 남아 있었습니다(2600 B.C. ) 비잔틴 제국에서 누에가 처음 사육되었던 6세기까지.
합성 섬유는 훨씬 나중에까지 나타나지 않았습니다. 면이나 나무 섬유로 만든 최초의 합성 레이온은 1891년에 개발되었지만 1911년까지는 상업적으로 생산되지 않았습니다. 거의 반세기 후에 나일론이 발명되었고 다양한 형태의 폴리에스터가 뒤를 이었습니다. 합성 섬유는 천연 섬유에 대한 세계 수요를 줄이고 응용 분야를 확장했습니다.
약 1300년까지 실은 방추와 가늘에 실을 짰습니다. 스핀들은 섬유가 부착되고 꼬인 끝이 가늘어지는 둥근 막대기입니다. 소용돌이는 스핀들 회전을 유지하기 위해 플라이휠 역할을 하는 스핀들에 부착된 추입니다. 섬유는 distaff라고 불리는 막대기에 묶인 카드 섬유 묶음에서 손으로 잡아당겨졌습니다. 핸드 카딩에서 섬유는 가죽으로 덮인 두 개의 보드 사이에 놓이며, 이를 통해 한 보드가 다른 보드를 가로질러 부드럽게 당겨질 때 섬유를 잡는 돌출된 가는 와이어 후크가 있습니다.
섬유에 매달려 있는 방추는 아래쪽으로 회전하면서 섬유를 비틀고 섬유 다발에서 잡아당길 때 실의 길이를 회전시킵니다. 스핀들이 바닥에 도달하면 스피너가 원사를 스핀들에 감아 고정한 다음 공정을 다시 시작합니다. 이것은 모든 섬유가 회전되거나 스핀들이 가득 찰 때까지 계속됩니다.
주요 개선 사항은 500년에서 1000년 사이에 인도에서 발명된 물레였습니다. 중세 유럽에서 처음 사용되었습니다. 수평으로 장착된 스핀들은 원형 밴드로 큰 손으로 구동되는 휠에 연결됩니다. distaff는 물레의 한쪽 끝에 장착되고 섬유는 손으로 스핀들에 공급되어 바퀴가 회전함에 따라 회전합니다. 플라이어라는 부품은 보빈에 감기기 직전에 실을 꼬아줍니다. 스핀들과 보빈은 별도의 부품으로 휠에 부착되어 보빈이 스핀들보다 느리게 회전합니다. 따라서 실이 꼬임과 동시에 감을 수 있습니다. 약 150년 후, 색슨 휠이 도입되었습니다. 발 페달로 작동되는 Saxon 휠은 양손으로 섬유를 작업할 수 있는 자유를 허용했습니다.
18세기 동안의 많은 발전은 방적 공정을 더욱 기계화했습니다. 1733년에 비행 셔틀이 존 케이에 의해 발명되었고, 1766년에는 하그리브스의 방적 제니가 발명되었습니다. 제니는 일련의 스핀들을 연속적으로 설정하여 한 작업자가 대량의 실을 생산할 수 있도록 했습니다. 몇 년 후 Richard Arkwright는 일련의 회전 롤러를 사용하여 섬유를 뽑아내는 기계인 회전 프레임에 대한 특허를 받았습니다. 10년 후 Samule Cromptons의 노새 기계가 발명되어 한 번의 연속 작업으로 모든 유형의 원사를 방적할 수 있습니다.
링 프레임은 1828년 미국인 John Thorp에 의해 발명되었으며 오늘날에도 여전히 널리 사용됩니다. 이 시스템은 금속 링 내부에 수직으로 장착된 수백 개의 스핀들을 포함합니다. 많은 천연 섬유는 이제 개방형 시스템에 의해 방사되며, 여기서 섬유는 공기에 의해 빠르게 회전하는 컵으로 당겨지고 다른 쪽에서는 완성된 실로 당겨집니다.
약 15가지 종류의 섬유가 실을 만드는 데 사용됩니다. 이 섬유는 천연 및 합성의 두 가지 범주로 나뉩니다. 천연 섬유는 식물이나 동물에서 얻은 것으로 주로 직물을 짜는 데 사용됩니다. 가장 풍부하고 일반적으로 사용되는 식물 섬유는 목화이며, 목화 종기 또는 종자 꼬투리가 성숙할 때 채취합니다. 사실 면은 미국에서 가장 많이 팔리는 섬유로 모든 합성 섬유를 합친 것보다 더 많이 팔립니다.
식물의 잎이나 고물에서 채취한 섬유는 일반적으로 로프에 사용됩니다. 다른 식물 섬유에는 아세테이트(목재 펄프 또는 면 린터로 만든 것)와 아마로 만든 린넨, 식물성 섬유가 있습니다. 동물성 섬유에는 양털로 만든 양모와 앙고라 염소와 토끼로 만든 모헤어가 있습니다. 실크는 누에가 고치를 짜면서 길고 연속적인 가닥으로 밀어낸 단백질입니다.
합성 섬유는 방사구 노즐을 통해 중합된 화학 물질의 두꺼운 용액을 강제로 통과시키고 화학 수조에서 생성된 필라멘트를 경화시켜 만듭니다. 여기에는 아크릴, 나일론, 폴리에스터, 폴리올레핀, 레이온, 스판덱스 및 트리아세테이트가 포함됩니다. 이러한 섬유 중 일부는 수축 문제 없이 천연 섬유와 유사한 특성을 가지고 있습니다. 다른 섬유는 특정 용도에 대한 특별한 특성을 가지고 있습니다. 예를 들어, 스판덱스는 찢어지지 않고 500% 이상 늘어날 수 있습니다.
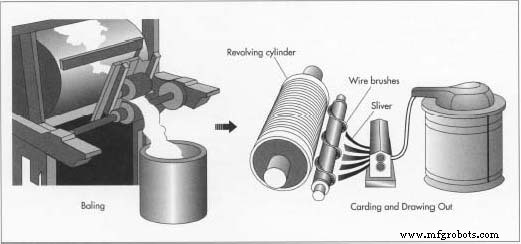 섬유는 베일로 배송되며 손이나 기계로 개봉됩니다. 피커는 섬유 덩어리를 풀어 분리하고 필요한 경우 섬유를 청소합니다. 카딩 머신은 섬유를 분리하고 다소 평행한 형태로 잡아당깁니다. 형성된 섬유의 얇은 웹은 깔때기 모양의 장치를 통과하여 평행 섬유의 로프와 같은 가닥을 생성합니다. 롤러는 슬리버(sliver)라고 하는 스트랜드를 약간 비틀어 큰 캔에 공급하는 보다 균일한 단일 스트랜드로 늘립니다.
섬유는 베일로 배송되며 손이나 기계로 개봉됩니다. 피커는 섬유 덩어리를 풀어 분리하고 필요한 경우 섬유를 청소합니다. 카딩 머신은 섬유를 분리하고 다소 평행한 형태로 잡아당깁니다. 형성된 섬유의 얇은 웹은 깔때기 모양의 장치를 통과하여 평행 섬유의 로프와 같은 가닥을 생성합니다. 롤러는 슬리버(sliver)라고 하는 스트랜드를 약간 비틀어 큰 캔에 공급하는 보다 균일한 단일 스트랜드로 늘립니다.
세 가지 주요 방적 공정이 있습니다:면, 소모사 또는 긴 스테이플 또는 양모. 합성 스테이플 섬유는 이러한 공정으로 만들 수 있습니다. 면 공법으로 생산되는 원사는 다른 2개보다 더 많기 때문에 제조 방법은 다음과 같다.
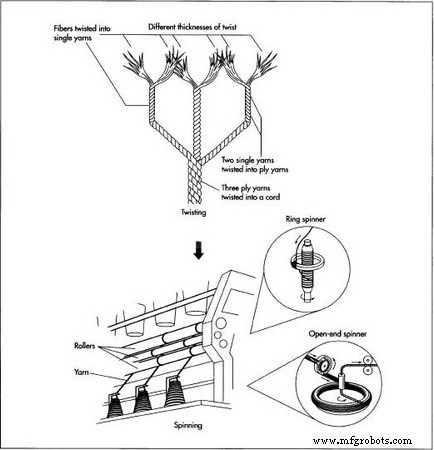 슬라이버는 로빙 프레임이라는 기계를 통해 공급됩니다. 트위스트. 원사 형성의 주된 상업적 시스템은 링 방사와 개방형 방사입니다. 개방형 방적은 로빙 단계를 생략합니다. 그리고 여행자를 통해 여행자는 분당 4,000~12,000회전으로 고정 링 주위를 자유롭게 움직입니다. 스핀들은 보빈을 일정한 속도로 돌립니다. 이 보빈의 회전과 여행자의 움직임은 한 번의 작업으로 실을 꼬고 감습니다.
슬라이버는 로빙 프레임이라는 기계를 통해 공급됩니다. 트위스트. 원사 형성의 주된 상업적 시스템은 링 방사와 개방형 방사입니다. 개방형 방적은 로빙 단계를 생략합니다. 그리고 여행자를 통해 여행자는 분당 4,000~12,000회전으로 고정 링 주위를 자유롭게 움직입니다. 스핀들은 보빈을 일정한 속도로 돌립니다. 이 보빈의 회전과 여행자의 움직임은 한 번의 작업으로 실을 꼬고 감습니다. 자동화를 통해 전자 장치가 작동, 온도, 속도, 비틀림 및 효율성을 제어하여 품질을 더 쉽게 달성할 수 있습니다. 미국 재료 시험 협회(American Society for Testing of Materials)는 또한 견인력, 부피 및 수축과 같은 특성을 결정하기 위한 표준화된 방법을 확립했습니다.
방적 시스템과 원사 제조 기계는 계속해서 더욱 자동화될 것이며 별도의 공정이 아닌 제조 단위의 일부로 통합될 것입니다. 카딩과 드로잉 기능을 결합한 방적기는 이미 개발되었습니다. 기계가 더 많은 스핀들을 사용할 수 있게 됨에 따라 생산 속도가 몇 배나 증가할 것입니다. 로봇 제어 장비가 표준이 될 것입니다.
국내 원사 생산업체들은 아시아 국가들이 최신 섬유 기계 기술을 계속 구매하기 때문에 계속해서 아시아 국가들과의 경쟁 위협을 받을 것입니다. 원재료 비용이 원사 생산 총 비용의 최대 73%를 차지할 수 있기 때문에 높은 국내 재료 가격은 도움이 되지 않습니다. 미국 원사 생산업체는 경쟁력을 유지하기 위해 고객 및 고객의 고객과 계속해서 동맹을 맺을 것입니다. 섬유 산업도 독특한 파트너십을 형성하고 있습니다. American Textile Partnership은 미국 산업의 경쟁력 강화를 목표로 하는 산업계, 정부, 학계의 공동 연구 개발 프로그램입니다.
업계의 또 다른 지속적인 도전은 보다 엄격한 환경 규정을 준수하는 것입니다. 재활용은 이미 문제이며 데님을 포함한 스크랩 재료에서 원사를 제조하는 프로세스가 개발 중입니다. 원사 생산자는 대기 및 수질 제한을 충족하기 위해 오염 방지 조치를 통합해야 합니다. 장비 제조업체는 이러한 노력에서 계속 중요한 역할을 할 것입니다.
유전 공학은 독특한 특성을 가진 섬유를 개발하는 데 더 널리 사용될 것입니다. 연구자들은 유전적으로 변형된 면화 식물을 개발했습니다. 이 식물의 섬유는 특히 따뜻함을 유지하는 데 탁월합니다. 각 섬유는 일반 면과 폴리하이드록시부티레이트라는 소량의 천연 플라스틱을 혼합한 것입니다. 다음 세대의 새로운 섬유는 염료 결합 특성과 더 큰 안정성이 가능할 것으로 예상됩니다.
두 가지 다른 폴리머의 최상의 품질을 결합한 새로운 합성 섬유도 개발될 것입니다. 이러한 섬유 중 일부는 화학적 공정을 통해 생성되는 반면, 다른 섬유는 효모, 박테리아 또는 곰팡이를 사용하여 생물학적으로 생성됩니다.
제조공정
열가소성 플라스틱은 가열하면 녹고 냉각되면 고형화되며 재료의 물리적 무결성을 손상시키지 않고 경화 후에 다시 녹을 수 있는 융점이 낮은 플라스틱 중합체입니다. 열가소성 플라스틱은 강하면서도 유연하고 수축과 충격에 강하며 후가공이 필요 없어 사용이 간편합니다. 일반적인 응용 프로그램에는 프로토타입 및 쓰레기 봉투, 조리기구, 어린이 장난감, 자동차 부품과 같은 광범위한 소비자 제품이 포함됩니다. 열가소성 플라스틱은 자연적으로 많은 유리한 화학적 및 기계적 특성을 가지고 있지만 엔지니어는 이러한 특성을 한 단계 더 발전시키거나 플라스
탄소 섬유 (CF)는 직경이 약 5-10마이크로미터이고 대부분 탄소 원자로 구성된 섬유입니다. 탄소 섬유에는 몇 가지 장점이 있습니다. 높은 강성 , 높은 인장 강도 , 저중량 그리고 높은 내화학성 . 이 게시물을 읽고 나면 주요 분류를 알게 될 것입니다. 탄소 섬유의 원료 자세한 제조 프로세스에 대해 알아보세요. 즉, 탄소 섬유 제품의 품질을 빠르게 구별하고 전체 제조 공정을 보다 효율적으로 파악할 수 있습니다. 1. 탄소 섬유의 일반 분류 아. 인장 계수 기준 인장 계수 탄소 섬유를 분류하는 핵심 기준은 섬유입