

제조공정

산업 제조
탄소 섬유 (CF)는 직경이 약 5-10마이크로미터이고 대부분 탄소 원자로 구성된 섬유입니다.
탄소 섬유에는 몇 가지 장점이 있습니다.
이 게시물을 읽고 나면 주요 분류를 알게 될 것입니다. 탄소 섬유의 원료 자세한 제조 프로세스에 대해 알아보세요.
즉, 탄소 섬유 제품의 품질을 빠르게 구별하고 전체 제조 공정을 보다 효율적으로 파악할 수 있습니다.
인장 계수 탄소 섬유를 분류하는 핵심 기준은 섬유입니다.
기본적으로 인장 계수는 "탄성 계수의 약자입니다. ", 즉 특정 직경의 섬유가 얼마나 뻣뻣한지를 나타내는 척도, 즉 신축에 대한 저항이 높을수록 섬유가 더 뻣뻣해집니다.
오름차순의 기타 분류 인장 계수의 "표준 계수", "중간 계수", "고 계수" 및 "초고 계수"를 포함합니다.
예를 들어, 초고탄성계수 탄소섬유는 5억~10억 kPa의 인장탄성계수를 갖는다. 이에 비해 강철은 인장 탄성률이 약 2억 kPa입니다. 따라서 가장 강한 탄소 섬유 강철보다 약 5배 더 강합니다. .
탄소 섬유를 만드는 데 사용되는 원료는 전구체입니다. .
탄소 섬유의 약 90%는 폴리아크릴로니트릴로 만들어집니다. .
그런 다음 나머지 10%는 레이온 또는 석유 피치 . 이 모든 물질은 탄소 원자로 연결된 긴 분자 끈이 특징인 유기 고분자입니다.
제조 과정에서 다양한 가스 및 액체 필수 불가결합니다.
이러한 재료 중 일부는 특정 효과를 얻기 위해 섬유와 반응해야 합니다. 그러나 다른 재료는 섬유와 반응하거나 특정 반응을 방지할 필요가 없습니다.
전구체와 마찬가지로 이러한 많은 공정 재료의 정확한 구성은 영업 비밀입니다.
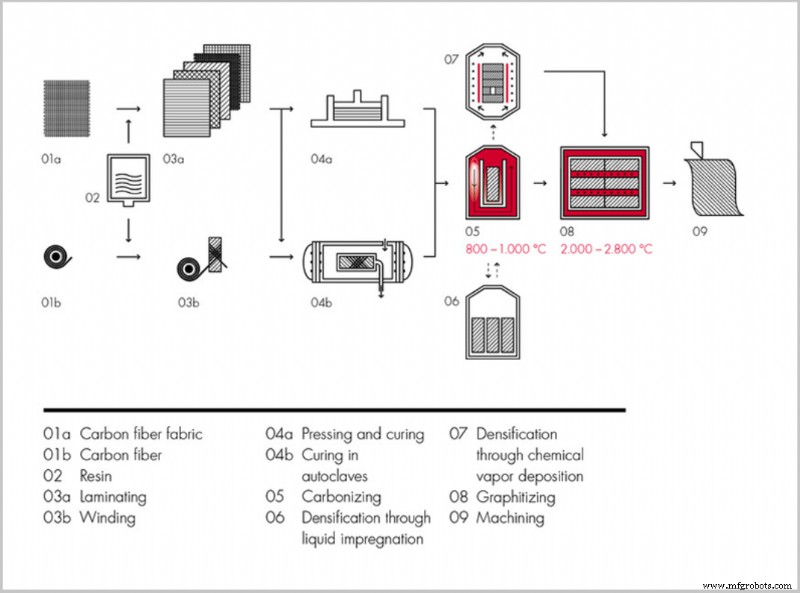
탄소 섬유를 만드는 과정은 부분 화학입니다. 및 부품 기계 .
전구체는 긴 가닥이나 섬유로 당겨진 다음 산소와 접촉하지 않도록 매우 높은 온도로 가열됩니다.
없음 산소 , 섬유는 타지 않습니다. 대신 고온에서 섬유의 원자가 대부분의 비탄소 원자가 배출될 때까지 격렬하게 진동합니다. .
이 프로세스는 탄화입니다. 그리고 탄소 원자의 길고 단단히 얽힌 사슬로 구성된 섬유를 남기고 비탄소 원자는 몇 개만 남습니다.
게시물의 다음 단락에서는 폴리아크릴로니트릴에서 탄소 섬유를 형성하는 데 사용되는 일반적인 작업 순서를 소개합니다.
1) 믹스 아실로니트릴 플라스틱 분말과 다른 플라스틱(메틸 아크릴레이트 또는 메틸 메타크릴레이트)
2) 기존의 현탁액 또는 용액 중합 공정에서 촉매와 반응하여 폴리아크릴로니트릴 플라스틱을 형성합니다.
3) 그런 다음 플라스틱을 섬유로 회전시켜 세탁합니다. 및 늘어난 .
1) 탄화하기 전에 섬유를 화학적으로 변경하여 선형 원자 결합을 보다 열적으로 안정적인 사다리 결합으로 전환해야 합니다.
2) 공기 중에서 섬유를 약 200-300°C로 가열하여 안정화 달성 30-120의 경우 (390-590°F) 분.
1) 안정화 과정이 끝나면 섬유를 약 1,000-3,000°C의 온도로 가열합니다. 몇 분 동안 (1,830-5,500° F) 산소를 포함하지 않는 가스 혼합물로 채워진 용광로에서.
2) 퍼니스 내부의 가스 압력은 외부 공기 압력보다 높게 유지되며 섬유가 퍼니스에 들어오고 나가는 지점을 밀봉하여 산소가 들어오지 못하게 합니다. .
탄화 후 섬유는 복합 재료에 사용되는 에폭시 및 기타 재료와 잘 결합되지 않는 표면을 갖습니다. 섬유에 더 나은 결합 특성 부여 , 표면 약간 산화 .
1) 표면 처리 후 섬유를 코팅하여 권취 또는 제직 시 손상을 방지합니다. 이 프로세스를 사이징이라고 합니다. .
코팅 재료는 복합 재료를 형성하는 데 사용되는 접착제와 호환되도록 선택됩니다. 일반적인 코팅 재료 에폭시, 폴리에스터, 나일론, 우레탄 등이 포함됩니다.
2) 코팅된 섬유는 보빈이라는 실린더에 감겨 있습니다. . 보빈을 방적기에 넣고 섬유를 꼬아서 다양한 크기의 실로 엮습니다.
여기까지가 탄소섬유 제조공정에 대한 기본 정보이며 도움이 되길 진심으로 바랍니다. 궁금한 점이 있으면 주저하지 말고 아래에 댓글을 남겨주세요.
참고 : 이 게시물에 사용된 이미지는 당사가 소유하지 않습니다. 그들이 귀하의 소유라면 언제든지 저희에게 연락해 주십시오. 가능한 한 빨리 삭제하겠습니다.
제조공정
다이 캐스팅은 금속 주조 공정입니다. 용융 금속에 고압을 가하기 위해 금형 캐비티를 사용하는 것이 특징입니다. 금형은 일반적으로 사출 성형과 유사한 고강도 합금으로 가공됩니다. 대부분의 다이캐스팅은 아연, 구리, 알루미늄, 마그네슘, 납, 주석 및 납-주석 합금과 같은 비철금속 및 이들의 합금으로 만들어집니다. 다이캐스팅의 종류에 따라 콜드챔버 다이캐스팅 머신 또는 핫챔버 다이캐스팅 머신이 필요합니다. 이 게시물의 주요 주제는 제조 과정입니다. 다이캐스팅의. 다이캐스팅 공정에 대한 포괄적인 이해를 돕기 위해 기본 2 다이캐스팅
컴퓨터 수치 제어(CNC)는 자동 제어입니다. 컴퓨터로 복잡한 부품을 만들 수 있는 금속 가공 도구(드릴, 보링 도구, 선반). 일반적으로 CNC 기계는 정확한 사양을 충족하기 위해 빈 재료(금속, 플라스틱, 목재 또는 세라믹)를 변경합니다. 프로그래밍된 지침을 따름 그리고 물리적 연산자 없이. 즉, 고성능 금속 CNC 기계는 생산성 향상을 의미합니다. 및 인건비 절감 , 기업 수익성에 큰 영향을 미칩니다. . 이 게시물에서는 다음 세 가지 측면에서 Metal CNC 기계에 대한 몇 가지 중요한 요소를 소개합니다. 금속 C