

CNC 기계

산업 제조
미국 북동부의 산업용 CNC 판매 계정 관리자로서 저는 일상적으로 "DATRON 기계에 넣을 수 있는 가장 큰 도구는 무엇입니까?"라는 질문을 받습니다. 그리고 저는 항상 이 질문에 답하기 위해 시간을 할애하지만 DATRON 고속 CNC 밀링 머신은 작은 도구로 효율성을 추구하기 때문에 약간의 웃음이 나옵니다! 이제 물론 저는 이 장비가 RPM 부서에서 엄청난 헤드룸을 가지고 있다는 사실에도 불구하고 더 큰 기능과 더 큰 부품을 밀링할 때 동시에 능력과 효율성이 있어야 한다는 것을 이해합니다. 대부분의 장비는 결국 작업 범위는 30인치 x 40인치입니다. 그러나 높은 RPM 및 고속 절단 전략의 세계에서 큰 형상이나 대량 재료 제거가 반드시 대구경 도구를 보증하는 것은 아닙니다.
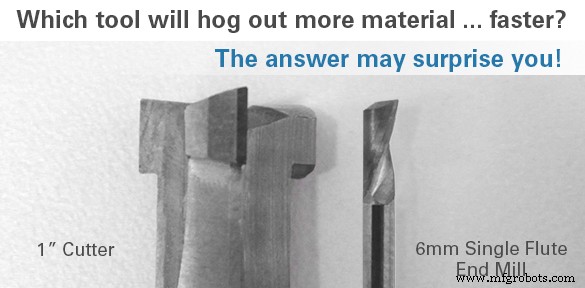
쉬운 예는 포켓 가공의 간단한 프로세스입니다. 공작물을 가져 와서 열린 공간을 만들기 위해 영역을 밀링합니다. 이 예에서 우리는 주머니가 깊이 0.75인치, 너비 2.75인치, 길이 7인치라고 가정합니다. 기존의 가공 방법에는 15,000 미만의 일반적인 RPM에서 표준 스텝다운 및 스텝오버 값으로 이 부품의 길이를 따라 횡단 경로를 만드는 직경 1인치 엔드밀 정도의 것을 사용하는 것이 포함됩니다.
나선형(나선형) 도구 경로와 높은 RPM 속도를 사용하는 작은 도구로 대량 재료 제거를 효과적으로 수행할 수 있습니다.
고속 절삭 및 새로운 학교 cnc 밀링 전략의 세계에서 6mm 엔드밀과 같은 비교적 작은 도구를 사용하고 시작하여 끝까지 원을 그리는 나선형 공구 경로를 사용하여 보다 효율적인 공구 경로를 실현할 수 있습니다. 최종 깊이. 거기에서 도구가 전체 포켓이 생성될 때까지 원형 X/Y 경로를 넓히면서 계속해서 재료 제거 주위를 돌기 때문에 절단 플루트의 많은 부분이 재료에 맞물린 상태를 유지할 수 있습니다. 이러한 유형의 전략은 올바른 RPM 및 절삭 공구 형상과 결합될 때 더 낮은 RPM 및 기존 전략을 사용하는 물리적으로 더 큰 공구보다 성능이 뛰어날 수 있습니다.
요약하자면, 고속 가공의 세계에서는 많은 작은 칩을 매우 빠르게 만드는 것이 전부입니다. 치수가 큰 형상을 생성하기 위해 치수가 큰 공구의 필요성은 CAM 전략과 이에 따른 절삭 공구 형상을 갖춘 고속 밀링 머신의 출현 및 확산으로 인해 사라졌습니다.
CNC 기계
G 코드 GSK983M S/V 드릴링 및 밀링 CNC 시스템 G 코드 GSK983M G 코드 함수 G00 포지셔닝 G01 선형 보간 G02 원형 보간(CW) G03 원형 보간(CCW) G04 드웰 G05 고속 연속 절단 모드 G07 연합 사인 곡선 제어 G09 정확한 정지 확인 G10 오프셋 값 설정, 공구 수명 관리 데이터 등록 시작 G11 공구 수명 관리 데이터 등록 종료 G17 XY 평면 선택 G18 ZX 평면 선택 G19 YZ 평면 선택 G20 인치로 입력 G
제출자:BEATA 요약 Q. 표시된 수치에 대한 CNC Part Program 작성 측면 밀링의 경우 속도 1200rpm 및 이송 100mm/min홀 드릴링의 경우 속도 1200rpm 및 이송 80mm/min슬롯 밀링의 경우 속도 1200rpm 및 이송 120mm/min 구멍 직경을 15mm로 설정합니다.절대 좌표계를 사용합니다. 해결책: 작업 순서:1 기준점, 좌표계, 도구 설정, 이송 및 속도 값 제공2 반경 보정용 커터 설정 왼쪽 오프셋3 도구를 A에 설정, 스핀들 시작 및 포기 피드(-Z 방향)4 측면 밀링의 추가 절