

CNC 기계

산업 제조
G75는 x축의 홈 가공 싸이클입니다.
G75 고정 사이클 그루빙에 대한 전체 설명은 이 G75 그루빙 사이클을 참조하세요.
Fanuc G75의 한 줄 형식(한 블록 형식) 읽기 Fanuc G75 그루빙 사이클 단선 형식.
Fanuc G75 홈 가공 주기 CNC 프로그램 예에서 다른 G75 홈 가공 주기 CNC 프로그래밍 예를 찾을 수 있습니다.
N10 G75 R N20 G75 X Z P Q R
G75 첫 번째 CNC 프로그래밍 블록
R =반환 금액
G75 두 번째 CNC 프로그래밍 블록
X =그루브 깊이.
Z =z축에서 마지막 그루브 위치.
P =x축에서 펙 증분
Q =z-에서 스테핑 축.
R =절단 종료 시 릴리프 양.
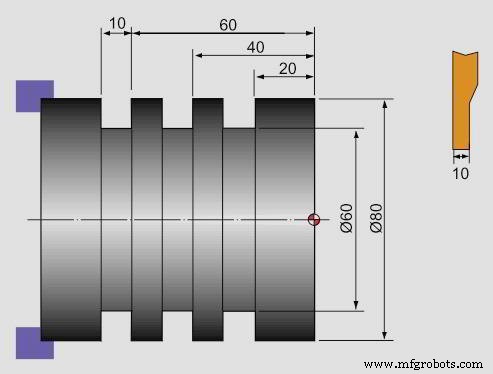
G75 고정 사이클 그루빙 CNC 프로그래밍 예
N10 G50 S500 T0100 N20 G97 S400 M03 N30 G00 X90.0 Z1.0 T0101 N40 X82.0 Z-60.0 N50 G75 R1.0 N60 G75 X60.0 Z-20.0 P3000 Q20000 F0.1 N70 G00 X90.0 N80 X200.0 Z200.0 T0100 N90 M30
CNC 기계
제출자:CNC 프로그래머 그림/이미지 CNC 프로그램 N1 [PROFILE 11N2 $1M0X-158.I155.Y-84.6J115.N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X0Y-70RN9 Z2RN10 Z-10N11 G49I5N12 G41K2N13 G20X0Y0I-52.5N14 G21I15N15 G10X0Y0I-30N16 E1=G20X0Y0I100,G13X0Y0J120K2N17 G11E1I-15N18 G20N19 E2=G20X0Y0I70,G13X0Y0J78K2N20 G11E2I-23N21 G20N
제출자:Vikram 요약 G75 그루빙 사이클을 사용하여 x축에 긴 홈을 가공한 다음 G75 그루빙 사이클을 사용하여 동일한 부품을 절단하는 CNC 선반 프로그램입니다. 그림/이미지 CNC 프로그램 G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G71 U0.020 R0.010;G71 P2 Q3 ;N2 G01 X1.025; Z-2.420;N3 X1.150;G28 X0.0;G28 Z0.0;T0200 M06;G57;G00 Z-0.500; X1.300;G01 X