

CNC 기계

산업 제조
제출자:Vikram
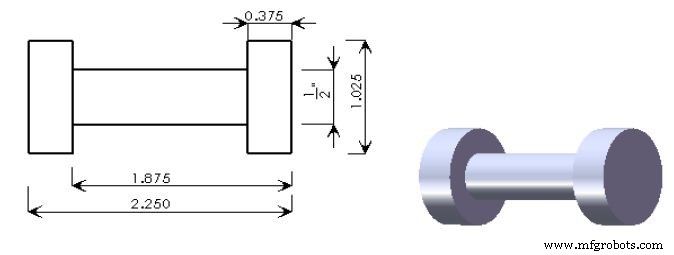
G75 그루빙 사이클을 사용하여 x축에 긴 홈을 가공한 다음 G75 그루빙 사이클을 사용하여 동일한 부품을 절단하는 CNC 선반 프로그램입니다.
G90 G20 G18 G55; T0400 M06; S2000 M03; G00 Z0.0; X1.200; G01 X1.150 F3; G71 U0.020 R0.010; G71 P2 Q3 ; N2 G01 X1.025; Z-2.420; N3 X1.150; G28 X0.0; G28 Z0.0; T0200 M06; G57; G00 Z-0.500; X1.300; G01 X 1.025 F1.5 S1000; G75 R0.010; G75X 0.500 Z-1.875 P 0.020 Q0.100 R-0.0001 F1.5; G00 X1.2; Z-2.375; G01 X1.025; G75 R0.010; G75 X 0.0 P0.020 R-0.0001 ; G28 X0.0; G28 Z0.0; M30;
CNC 기계
제출자:BEATA 요약 외부 터닝 드릴링 및 내부 보링을 절단하는 CNC 선반 프로그램,다음 사이클 G 코드는 이 CNC 선반 프로그램에서 사용됩니다.G71 터닝 사이클로 OD 터닝 황삭G70 피니싱 사이클로 OD 터닝 마무리 G74 Peck 드릴링 사이클을 사용한 ID 드릴링G01 선형 보간을 사용한 ID 보링 그림/이미지 CNC 프로그램 %O0111 (EX.NO.1);(BILLET DIA38.0*L36.0);N1 (OPN OD PROFILE TURNING);N2 G28 U0.0 W0.0;N3 G92 S2500;N4 G96 S
제출자:Vikram 요약 G75 그루빙 사이클을 사용하여 x축에 긴 홈을 가공한 다음 G75 그루빙 사이클을 사용하여 동일한 부품을 절단하는 CNC 선반 프로그램입니다. 그림/이미지 CNC 프로그램 G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G71 U0.020 R0.010;G71 P2 Q3 ;N2 G01 X1.025; Z-2.420;N3 X1.150;G28 X0.0;G28 Z0.0;T0200 M06;G57;G00 Z-0.500; X1.300;G01 X