

CNC 기계

산업 제조
G01 G Code로 프로그래밍된 선형 이동은 모따기(C) 또는 반경(R)에 의해 다음 CNC 프로그램 블록의 이동에 연결될 수 있습니다.
관련:CNC 프로그램 예의 G01 모따기 및 코너 라운딩
모따기는 문자 C 뒤에 값이 오는 것으로 식별할 수 있습니다.
N12 ….. N13 G1 X… Z… C… N14 …..
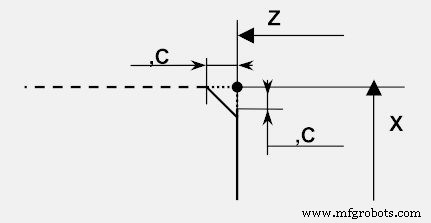
G01 모따기 프로그래밍
반경은 문자 R 뒤에 값이 오는 것으로 식별할 수 있습니다.
N12 ….. N13 G1 X… Z… R… N14 …..
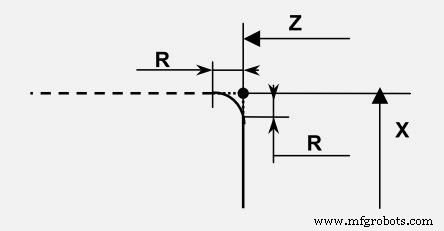
G01 반경 프로그래밍
G01을 사용한 모따기 및 반경의 완전한 CNC 프로그래밍 예제는 다음 cnc 프로그래밍 기사를 참조하십시오.
G01 CNC 프로그램 예제에서 모따기 및 코너 라운딩
CNC 기계
제출자:CNC 프로그래머 요약 CNC 선반 프로그래밍 예, 이 프로그래밍 예에서는 X축 직경 값이 사용되지 않지만 반경 값은 프로그래밍에 사용됩니다. 반경 모드/치수 지정 시 선반에서 X축 이동은 중심으로부터의 거리입니다. 따라서 X1에서 절단하면 직경이 2mm인 부품이 생성됩니다. 그림/이미지 CNC 프로그램 % AlberoN010 G00 X150 Z200 T0101 M06N020 G92 S2400N030 G96 G95 F0.3 S300 M04 M08N040 X50 Z-2N050 G01 X-0.5N060 G00 Z0N070
제출자:Jack 요약 외부에서 부품을 회전시키는 CNC 프로그램 예, 회전 윤곽은 선형 및 원형 보간으로 구성됩니다. 그림/이미지 CNC 프로그램 O0004;N10 G10 P0 Z-110;N20 T303;N30 G50 S2500;N40 G96 S220 G99 F.2 M4 M8 M200;N50 G0 X30 Z2;N60 G1 Z-22;N70 G2 X40 Z-27 R5;N80 G1 X55;N90 G3 X80 Z-57 R80;N100 G1 Z-62;N110 X86;N120 G0 X150 Z150 M30;