

CNC 기계

산업 제조
G01 G 코드로 모따기 및 반경(코너 라운딩)을 프로그래밍하는 방법을 시연하는 CNC 프로그래밍 예제 코드입니다.
초보자 수준의 CNC 기계공도 이러한 샘플 코드를 이해하고 프로그래밍할 수 있으므로 쉽게 프로그래밍하고 이해할 수 있습니다.
주로 Fanuc 및 유사한 CNC 컨트롤에서 작동합니다.
추가 G 코드나 기술이 필요하지 않습니다. G01 G 코드가 있는 cnc 프로그램 블록에 모따기를 위한 "C"와 반경을 위한 "R"을 입력하기만 하면 됩니다. 모따기는 45°(45도)입니다.
G01 G 코드로 모따기 및 코너 반경을 프로그래밍하는 방법에 대한 간략한 설명은 cnc 프로그래밍 문서 G01 G 코드로 모따기 및 반경 프로그래밍을 참조하십시오.
이러한 프로그램의 또 다른 예는 G01 CNC 프로그램 예에서 모따기 및 코너 라운딩
입니다.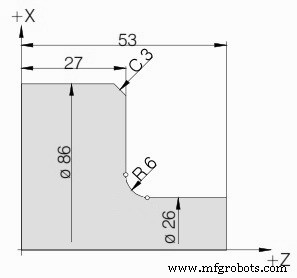
G01을 사용한 모따기 및 반경 프로그램 예
N40 G01 X26 Z53 N50 G01 X26 Z27 R6 N60 G01 X86 Z27 C3 N70 G01 X86 Z0
CNC 기계
제출자:CNC 프로그래머 요약 Haas 코너 라운딩 및 모따기모따기의 경우 모따기 길이가 표시된 C가 사용됩니다.반경 a의 경우 반경 크기가 표시된 R이 사용됩니다.모따기 또는 모서리 라운딩 블록 두 개의 선형 또는 G01 블록 사이에 삽입될 수 있습니다. 이 두 블록은 두 선형 이동의 교차점 모서리를 지정합니다. 그림/이미지 CNC 프로그램 O00025T2 M06 (.5 END MILL) (D=.5)G00 G90 G54 X-1.5 Y0 S5000 M03G43 H02 Z1. M08G01 Z-0.5 F80.G01 G41 D02 Y
제출자:Jack 요약 외부에서 부품을 회전시키는 CNC 프로그램 예, 회전 윤곽은 선형 및 원형 보간으로 구성됩니다. 그림/이미지 CNC 프로그램 O0004;N10 G10 P0 Z-110;N20 T303;N30 G50 S2500;N40 G96 S220 G99 F.2 M4 M8 M200;N50 G0 X30 Z2;N60 G1 Z-22;N70 G2 X40 Z-27 R5;N80 G1 X55;N90 G3 X80 Z-57 R80;N100 G1 Z-62;N110 X86;N120 G0 X150 Z150 M30;