

CNC 기계

산업 제조
Fanuc G68 Coordinate Rotation G-Code를 사용하면 CNC 기계공이 회전 각도에서 작업 패턴을 쉽게 실행할 수 있습니다.
다음은 G68 좌표 회전의 실제 작업을 이해하는 데 도움이 되는 기본 CNC 프로그래밍 예입니다.
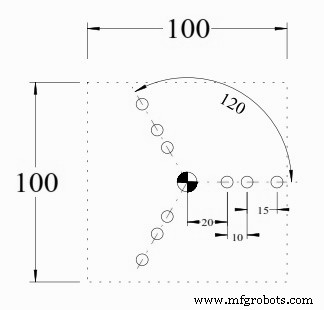
T1 M6 G0 G90 G40 G21 G17 G94 G80 G54 X20 Y0 S1500 M3 G43 Z100 H1 Z5 G81 R3 Z-20 F? M8 X30 X45 G68 X0 Y0 R120 X20 Y0 X30 X45 G68 X0 Y0 R240 X20 Y0 X30 X45 G69 G80 G0 G90 Z100 M30
CNC 기계
Fanuc G90 터닝 사이클 Fanuc G90 터닝 사이클은 단순 터닝에 사용되지만 추가 패스의 X축 위치를 지정하여 다중 패스가 가능합니다. Fanuc G90 외경/내경 절삭 사이클 또는 G90 직선 절삭 사이클과 같은 많은 이름으로 불립니다. 프로그래밍 형식 G90 X... Z... 또는 G90 U... W... X – 절단할 직경.Z – Z축의 끝점.U – 타겟까지의 x축 증분 거리.W – 타겟까지의 Z축 증분 거리. G90 튜토리얼 G90 터닝 사이클G90 테이퍼 터닝 G90 예시 G90 터닝 사이클 예 N10
제출자:Brian 그림/이미지 CNC 프로그램 N1 [PROFILE 3N2 $1M0X-105.I103.Y-63.7J69.3N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X-20Y27RN9 Z2RN10 Z-10N11 G49I2N12 G41K2N13 L=1N14 G20X0Y0I-25N15 G21I10N16 G13X-3J90N17 G20X0Y63I-3N18 G13J-90N19 G21N20 G51J-72IN21 L1K4N22 G51J0N23 G50N24 G20X0Y0I-25N25 G40X-20Y27K2N26