

CNC 기계

산업 제조
펙킹의 추가 이점과 함께 윤곽선을 여러 번 반복할 수 있는 방법을 보여주는 매우 간단한 CNC 프로그래밍 예제입니다. 피>
Fanuc Sub 프로그래밍이란 무엇입니까? Fanuc Sub 프로그래밍 읽기
하위 프로그램은 G 코드 명령의 간단한 조합입니다.
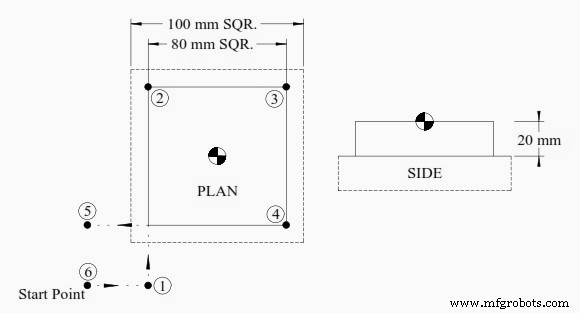
주 프로그램 O4000은 하위 프로그램 O4001을 호출하여 10번 반복합니다.
M98 P104001
하위 프로그램은 매번 2mm 절삭 깊이를 만들어 윤곽을 절삭합니다(G91 증분 프로그래밍에서)
G1 G91 Z-2 (Incremental peck depth)
그런 다음 하위 프로그램이 G90 절대 프로그래밍으로 다시 전환되어 윤곽 프로그래밍이 쉬워집니다.
따라서 이 프로그램은 각각 2mm씩 10펙을 취하여 20mm 깊이의 특정 윤곽을 자릅니다.
Contour Pecking - Fanuc Mill 하위 프로그램 반복 예
O4000 T1 M6 G0 G90 G40 G21 G17 G94 G80 G54 X-75 Y-75 S? M3 (Start Point) G43 Z100 H1 Z5 G1 Z0 F? M98 P104001 (Call sub-program & repeat 10 times) G0 G90 Z100 M30
하위 프로그램
아래 하위 프로그램은 G91 증분 프로그래밍 모드에서 절삭을 수행합니다.
그런 다음 윤곽 가공을 위해 G90 절대 프로그래밍 모드로 다시 전환합니다.
O4001 G1 G91 Z-2 (Incremental peck depth) G90 G41 X-40 D? M8 (Absolute Move to position 1 with comp. - Switch on coolant) Y40 (Move to position 2.) X40 (Move to position 3.) Y-40 (Move to position 4.) X-75 (Move to position 5 - Clear of material - cutter diameter) G40 Y-75 (Cancel compensation) M99
CNC 기계
제출자:CNC 프로그래머 그림/이미지 CNC 프로그램 N1 [PROFILE 11N2 $1M0X-158.I155.Y-84.6J115.N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X0Y-70RN9 Z2RN10 Z-10N11 G49I5N12 G41K2N13 G20X0Y0I-52.5N14 G21I15N15 G10X0Y0I-30N16 E1=G20X0Y0I100,G13X0Y0J120K2N17 G11E1I-15N18 G20N19 E2=G20X0Y0I70,G13X0Y0J78K2N20 G11E2I-23N21 G20N
Fanuc G33 스레드 커팅 피팅 도구(보링 또는 페이싱 헤드)를 사용하여 스레드를 절단할 수 있습니다. 참고 피드 및 스핀들 오버라이드 스위치는 G33(100%) 동안 활성화되지 않습니다. 프로그래밍 N... G33 Z... F.. 매개변수 매개변수 설명 F 나사산 피치[mm] Z 스레드 깊이