

CNC 기계

산업 제조
CNC 프로그래밍을 배우기 위한 여정을 막 시작한 CNC 기계 기술자/CNC 프로그래머를 위한 CNC 선반 간단한 g 코드 예제입니다.
CNC 선반 간단한 G 코드 예제
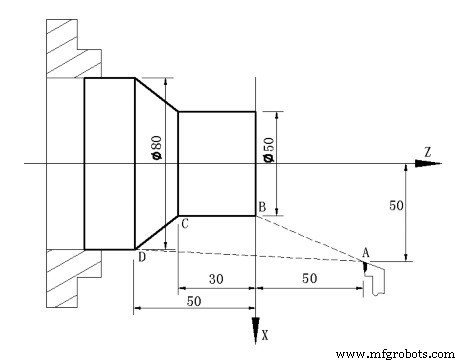
O0001 N5 M12 N10 T0101 N15 G0 X100 Z50 N20 M3 S600 N25 M8 N30 G1 X50 Z0 F600 N40 W-30 F200 N50 X80 W-20 F150 N60 G0 X100 Z50 N70 T0100 N80 M5 N90 M9 N100 M13 N110 M30 N120 %
코드 설명
N5 공작물 클램핑
N10 1번 공구 변경 및 오프셋 실행
N15 A 지점으로 신속하게 위치 결정
N20 600r/min으로 스핀들 시작
N25 냉각 ON
N30 B점에 600mm/min으로 접근
N40 B점에서 C점으로 절단
N50 C점에서 D점으로 절단
N60 A점으로 급격하게 후퇴
N70 공구 오프셋 취소
N80 스핀들 정지
N90 냉각 OFF
N100 공작물 해제
N110 프로그램 종료, 스핀들 정지 및 냉각 OFF
CNC 기계
제출자:기계공 요약 구성 요소가 도구와 마주하는 방법을 보여주는 간단한 CNC 선반 프로그램입니다.이는 도구 이동도 보여줍니다. 그림/이미지 CNC 프로그램 %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00 X54 Z-2 M03 M08N40 G01 X-1N50 G00 X200 Z200 M09N60 M30
제출자:CNC 프로그래머 요약 CNC 선반 프로그래밍 예, 이 프로그래밍 예에서는 X축 직경 값이 사용되지 않지만 반경 값은 프로그래밍에 사용됩니다. 반경 모드/치수 지정 시 선반에서 X축 이동은 중심으로부터의 거리입니다. 따라서 X1에서 절단하면 직경이 2mm인 부품이 생성됩니다. 그림/이미지 CNC 프로그램 % AlberoN010 G00 X150 Z200 T0101 M06N020 G92 S2400N030 G96 G95 F0.3 S300 M04 M08N040 X50 Z-2N050 G01 X-0.5N060 G00 Z0N070