

CNC 기계

산업 제조
CNC 기계공에게 Siemens Sinumerik 밀링 프로그래밍 개념의 사용을 보여주는 매우 간단한 CNC 밀링 프로그램 예제입니다.
이 프로그램은 4축 CNC 밀링용으로 작성되었으며 여기서 C는 회전 테이블에 사용됩니다.
하지만 간단한 cnc 밀은 프로그램 블록 N15
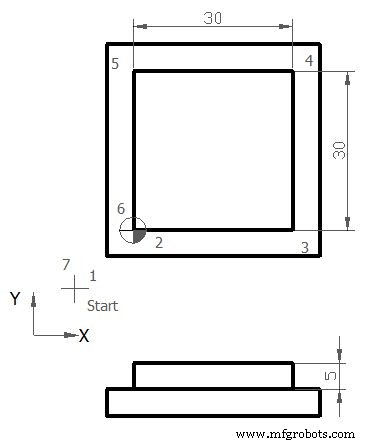
Sinumerik 밀 프로그래밍 예
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 N40 X30 N45 Y30 N50 X0 N55 Y0 N60 G40 X-20 Y-20 N65 G00 Z50 N70 Y100 N75 M30
가공이 완료된 후 이 완성된 부분은 다음과 같습니다.
완성된 부분
G00 – 급속 이송.
G54 – 제로 오프셋 1번.
G64 – 연속 경로 모드.
G90 – 절대 치수 지정 시스템.
G17 – X-Y 계획 선택.
G42 – 커터 반경 보정 활성화
G40 – 커터 반경 보정 취소
M03 – 커터 시계 방향 회전
S – 스핀들 속도
F – 축 모션 피드
D – 도구 아니요
CNC 기계
제출자:기계공 그림/이미지 CNC 프로그램 %MPF128N0005 G95 G96 S120 M41 M4N0010 G00 X135 Z19 T1 D1N0015 G1 X121 Z26 F.25 M8N0020 G0 X188N0025 Z14N0030 G1 X186N0035 X184 Z15N0040 X130N0045 X110 Z25N0050 X60N0055 G0 X150 Z150N0060 T0 D0N0065 X68 Z26 S60 T6 D6N0070 G1 X64 Z24 F.2 M8N0075 G0 Z26N0080 X150 Z100N0085 T0 D
제출자:Sinumerik Programmer 그림/이미지 CNC 프로그램 %MPF126N0005 G95 G96 S100 M40 M4N0010 G0 X205 Z30 T1 D1N0015 G1 X30 F.25 M8N0020 G00 X198 Z31N0025 G1 Z16N0030 G0 X200 Z31N0035 X192N0040 G1 Z16N0045 G0 X194 Z31N0050 X188N0055 G1 Z16N0060 G0 X190 Z27N0065 G1 X132N0070 G0 X190 Z28N0075 Z24N0080 G1 X132N0085