

CNC 기계

산업 제조
CNC 수직 머시닝 센터용 CNC 프로그램 예제는 G81 드릴링 사이클의 사용을 보여줍니다.
G81 드릴링 고정 사이클 CNC 밀링 프로그램 예제 코드
O10075 N1 T16 M06 N2 G90 G54 G00 X0.5 Y-0.5 N3 S1450 M03 N4 G43 H16 Z1. M08 N5 G81 G99 Z-0.375 R0.1 F9. N6 X1.5 N7 Y-1.5 N8 X0.5 N9 G80 G00 Z1. M09 N10 G53 G49 Z0. M05 N11 M30
O10075 프로그램 번호(cnc 메모리에는 많은 프로그램이 있으므로 번호로 구분됩니다.)
N1- 도구 번호 16으로 도구 변경(M06)
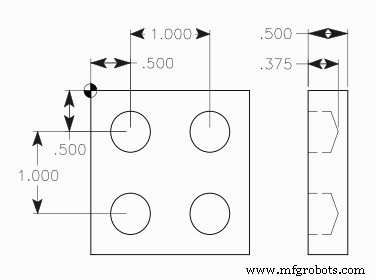
N2- 도구가 Zero-offset-no를 고려하면서 첫 번째 드릴링 위치 X0.5 Y-0.5로 빠르게 이동합니다(G00). 1(G54)
N3- 드릴이 1450rpm(S1450)으로 시계 방향(M03)으로 회전하기 시작합니다.
N4- 드릴은 깊이 Z1을 사용합니다. 공구 길이 보정(G43 H16)을 고려하여 절삭유가 켜집니다(M08).
N5- 드릴링 주기(G81) 매개변수, 드릴 깊이(Z) 및 절단 피드(F)가 제공되며, 이 명령으로 현재 위치(X0.5 Y-0.5)에서 첫 번째 드릴이 수행됩니다.
N6- 드릴링 사이클이 계속됨에 따라 모든 축 이동과 함께 작동하므로 다음 드릴은 X1.5에서 수행됩니다.
N7- Y-1.5에 있는 세 번째 드릴링 구멍
N8- X0.5에서 네 번째 드릴
N9- 드릴링 사이클이 취소되고(G80) 절삭유가 꺼집니다(M09).
N10- 기계 좌표계(G53)를 고려하여 드릴이 Z0 위치로 이동합니다. 공구 길이 보정이 취소되고(G49) 커터 회전이 중지됩니다(M05).
N11- CNC 부품 프로그램이 종료되었습니다.
| 코드 | 설명 |
|---|---|
| 티 | 공구 번호 사용했습니다. |
| M06 | 공구 변경 명령. |
| G90 | 절대 프로그래밍 |
| G54 | 제로 오프셋 1번 |
| G00 | 빠른 트래버스 |
| S | 커터 속도 |
| M03 | 커터 시계 방향 회전 |
| G43 | 공구 길이 보정. |
| M08 | 냉각수 켜짐. |
| G81 | Fanuc 드릴링 사이클. |
| F | 피드 자르기. |
| G80 | 통조림 사이클 취소. |
| M09 | 냉각수 꺼짐. |
| G53 | 기계 좌표계 선택 |
| G49 | 공구 길이 보정 취소 |
| M05 | 커터 회전 정지. |
| M30 | CNC 파트 프로그램 종료. |