

CNC 기계

산업 제조
제출자:Sinumerik Programmer
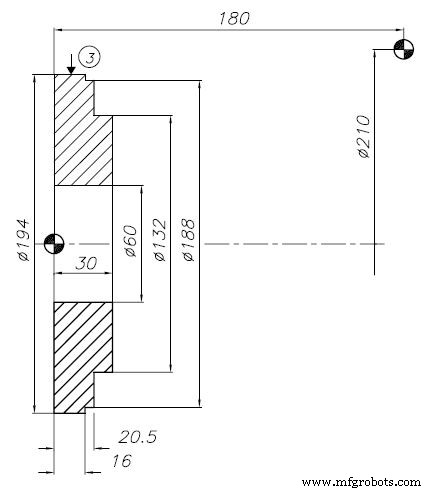
%MPF126 N0005 G95 G96 S100 M40 M4 N0010 G0 X205 Z30 T1 D1 N0015 G1 X30 F.25 M8 N0020 G00 X198 Z31 N0025 G1 Z16 N0030 G0 X200 Z31 N0035 X192 N0040 G1 Z16 N0045 G0 X194 Z31 N0050 X188 N0055 G1 Z16 N0060 G0 X190 Z27 N0065 G1 X132 N0070 G0 X190 Z28 N0075 Z24 N0080 G1 X132 N0085 G0 X190 Z25 N0090 Z19.5 N0095 G1 X188 N0100 X186 Z20.5 N0105 X132 N0110 Z29 N0115 X130 Z30 N0116 X125 N0120 G0 X150 Z150 N0130 X45 Z31 S60 T6 D6 M4 N0135 G1 Z-1 F.2 M8 N0140 G0 X43 Z31 N0145 X50 N0150 G1 Z-1 N0155 G0 X48 Z31 N0160 X55 N0165 G1 Z-1 N0170 G0 X53 Z31 N0175 X64 N0180 G1 X60 Z29 N0185 Z-1 N0190 X58 N0195 G0 Z31 N0200 X180 Z100 M5 N0205 T0 D0 N0210 M2
CNC 기계
제출자:기계공 요약 구성 요소가 도구와 마주하는 방법을 보여주는 간단한 CNC 선반 프로그램입니다.이는 도구 이동도 보여줍니다. 그림/이미지 CNC 프로그램 %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00 X54 Z-2 M03 M08N40 G01 X-1N50 G00 X200 Z200 M09N60 M30
Osai 10 시리즈를 사용하면 프로그래머가 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어(GTL)인 GTL을 사용하여 cnc 프로그램을 만들 수 있습니다.다음은 완전한 Osai GTL 프로그래밍 예제입니다. Osai CNC GTL 프로그램 예시 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y