

CNC 기계

산업 제조
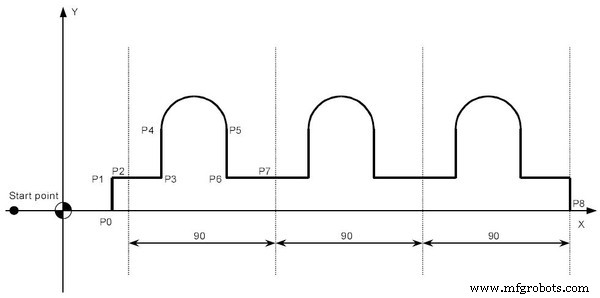
Fanuc G72.2 선형 복사
G72.2 Linear Copy G-코드를 사용하면 하위 프로그램에서 지정한 그림을 Linear로 반복해서 생성할 수 있습니다. 움직임.
G72.2 P... L... I... J...
| 매개변수 | 설명 |
|---|---|
| 피 | 하위 프로그램 번호 |
| L | 작업이 반복되는 횟수 |
| 나 | X축을 따라 이동 |
| J | Y축을 따라 이동 |
| 모달/비모달 | G-코드 그룹 |
|---|---|
| 비모달 | 00 |